Zunehmende Regulierung und Arzneimittelfälschung als Chance für die Pharma Supply Chain aufgreifen
Egal aus welcher Perspektive sich Pharmaunternehmen dem Thema Serialisierung und Produktsicherheit nähern, es ist eine zentrale Herausforderung für die gesamte Branche und jetzt an der Zeit zu handeln: Der immense Anstieg von Arzneimittelfälschungen bringt Patienten in Gefahr und kostet die Pharmaindustrie jährlich mehrere Milliarden Dollar. Die Weltgesundheitsorganisation (WHO) geht davon aus, dass 50% der online bestellten Medikamente gefälscht sind. Die zunehmende Globalisierung der Produktion und der Absatzmärkte sowie Distributionskanäle generieren zusätzliche Angriffspunkte.
Neben den Fragestellungen der Produktsicherheit sind zukünftig weitere Gesetze und Verordnungen für die Nachverfolgbarkeit und Transparenz von Medikamenten zu erwarten.
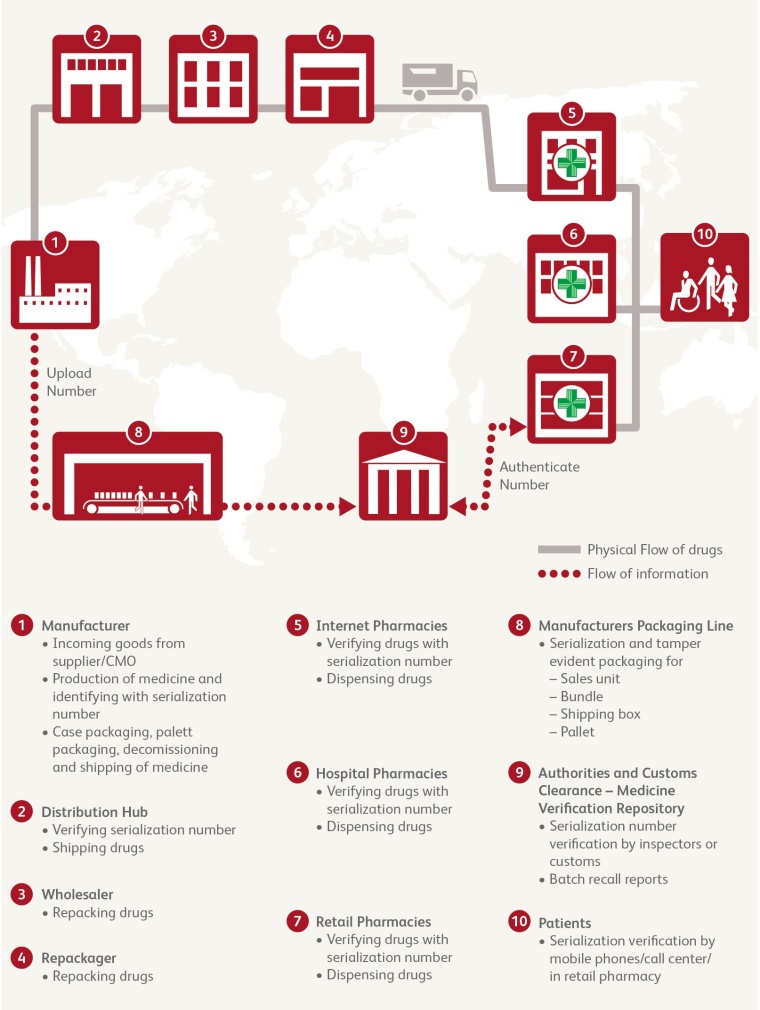
Die EU-Richtlinie gegen Arzneimittelfälschung, die 2015 in Kraft tritt, fordert von Pharmaherstellern die Implementierung von Serialisierungstechnologie in ihren Produktionslinien. Die von der Fälschungsrichtlinie verlangte zufällige Serialisierung umfasst erhöhte Anforderungen, da jede Verpackung mit einem anderen Barcode und mit unterschiedlichen, vom Menschen lesbaren Daten, bedruckt werden muss. Innovative Technologien für die Produktinspektion wie z.B. Kontrollwaagen, Metallsuchgeräte und Röntgeninspektionssysteme unter Verwendung globaler Track & Trace-Systeme kombiniert mit Tamper-Evidence-Maßnahmen, gelten in der Branche als die derzeit optimale Lösung zur Verbesserung der Rückverfolgbarkeit pharmazeutischer Produkte in der gesamten Lieferkette sowie zur Sicherstellung der Produktsicherheit.
Obwohl dies hohe Investitionen in Maschinen und Anlagen sowie IT-Systeme mit sich bringt, zeigen Beispiele aus der Nahrungsmittelbranche und der Automobilindustrie äußerst positive Nutzeneffekte. Neben den unten stehenden Optimierungspotenzialen zeigen unsere Erfahrungswerte, dass Bestandsreduzierungen von 4-6% erzielt werden können:
- Optimierter Materialfluss (In-Outbound, Produktion)
- Visibilität und Transparenz in der Supply Chain
- Verbesserungen in der Planung & Forecasting sowie dem Bestandsmanagment
- Vermeidung und Erkennung von Fehlern.
Die Komplexität von Einführungsprojekten mit dem Ziel einer globalen Serialisierung ist jedoch nicht zu unterschätzen. Eine BearingPoint Benchmarking-Studie in der Konsumgüter- und Pharmaindustrie zeigt, folgende erfolgskritische Faktoren auf:
1. Kodifizierung als einheitliche Sprache und Stammdatenqualität:
Unternehmen, die einen globalen Kodifizierungsansatz verwenden, profitieren von reduzierten Kosten, da ein einheitlicher Code komplexe „Übersetzungen“ überflüssig macht. Darüber hinaus ist es wichtig, die Stammdatenkonsistenz über alle Systeme zu gewährleisten und die Datenqualität effizient zu managen.
2. Produktlebenszyklus-Management:
Global einheitliche Prozesse für die Erstellung, Änderung und Deaktivierung von Materialstammdaten unterstützen die optimierte Steuerung der Produkte entlang des Produktlebenszyklus.
3. Wissensmanagement und Kommunikation:
Sobald die Serialisierungslösung implementiert wurde, ist es erfolgskritisch für die Kontinuität der Serialisierungsprozesse Sorge zu tragen und das notwendige Wissen aufrechtzuerhalten. Jeder Mitarbeiter muss die globalen Auswirkungen der Serialisierung in allen Abteilungen weltweit verstehen. Kommunikation & Training sind von hoher Bedeutung, um geänderte und neue SOPs erfolgreich anzuwenden.
Eine Serialisierungs-Strategie hat für eine erfolgreiche Umsetzung die Antworten auf die oben genannten Herausforderungen und berücksichtigt ganzheitlich die Themen Regulatory Compliance, Organisation & Prozesse, Unternehmensumfeld und Technologie.