Flow-Chemistry: Chancen für Spezialchemie und Pharmazie



Zu den aktuellen Herausforderungen der Prozessindustrie zählt die Veränderung des Produktportfolios weg von Commodities hin zu kundenspezifischen Spezialitäten. Die Flow-Chemistry oder Mikroreaktionstechnik (MRT) ist eine Technologieplattform, die hierfür enorme Vorteile bieten kann.
MRT ersetzt den diskontinuierlichen Batch-Prozess durch ein kontinuierliches Verfahren, bei dem Reaktionen in Strukturen mit stark verkleinerter Bauweise stattfinden. Die Hauptkomponenten sind Mischer mit exzellenter Mischgeschwindigkeit und Wärmeübertrager mit hohen Wärmeübertragungsleistungen. Hinzu kommt die Infrastruktur wie zum Beispiel Filter, Sensoren, Ventile, Pumpen oder Analytik. Jetzt erzielt ein MRT-Reaktor im großtechnischen Maßstab beeindruckende Erfolge.
Vorteile der MRT
Eine verbesserte Prozesskontrolle und die deutliche Miniaturisierung von reaktiven Volumina sind die Schlüsselelemente der MRT. Dabei stehen die bessere Durchmischung und die vorzügliche Temperaturkontrolle mit kaum messbaren Temperaturgradienten über das gesamte Reaktionsvolumen im Vordergrund – Bedingungen, die fast unmöglich in einem klassischen Batchreaktor erreicht werden können. Ein anderer Vorteil besteht darin, dass die Reaktionsparameter besser angepasst werden können, was auf höhere Reinheit, Erträge und Selektivität hinausläuft. Die kleinen Reaktorvolumina in der Flow Chemistry / MRT ermöglichen auch die Ausweitung der physikalischen Prozessbedingungen zu höheren oder tieferen Temperaturen oder Drücken bei einer gleichzeitig sicheren und voll kontrollierten Einheit.
Die wichtigsten Vorteile der kontinuierlichen Betriebsweise in Mikro- und Millireaktoren sind damit
- ultraschnelles Vermischen
- hocheffiziente Wärmeübertragung
- kurze definierte Verweilzeiten
- einfache Prozesssteuerung durch geringe Systemträgheit
- hohe Betriebssicherheit durch minimalen Hold-up
- kurze Entwicklungszeiten.
Besonders bei schnellen hochexothermen Reaktionen mit explosiven oder giftigen Substanzen machen sich diese Eigenschaften der kontinuierlichen Flow-Reaktoren vorteilhaft bemerkbar; wegen des hohen Sicherheitsrisikos können diese Prozesse in Batchreaktoren nicht oder oft nur schwer gehandhabt werden.
Der aus der Technologie resultierende wirtschaftliche Nutzen ergibt sich insbesondere durch
- hohe Ausbeute
- geringerer Anteil an Nebenprodukten
- verbesserte Produktqualität
- nachhaltige Anlagensicherheit (Safety)
- geringerer Energieverbrauch und günstigere CO2-Bilanz
Vielfältige Applikationen
Viele namhafte Chemie- und Pharma-Unternehmen führen die MRT, bisher zumeist in der F&E, als Testballon ein. Ist erstmal die erste Hürde des Paradigmenwechsels Batch-to-Conti genommen, ist die zweite Hürde der vollständige Einsatz der Technologie bis in die Produktion. Attraktive Segmente mit hohem Potential sind zum Beispiel Peroxide, Sulfonierung und Ethoxylierung, Hydrierung, Lithiierung, Ozonolyse oder die Herstellung von AI/APIs, um nur einige zu nennen. Das Potential ist also breit gefächert und ein Screening des internen Produktportfolios kann nicht schaden.
Vom Labor in die Produktion
Kanaldimensionen im Mikrometermaßstab sind nicht tauglich für den Einsatz in der Produktion, da diese zu anfällig für Verstopfungen sind, den Anforderungen eines Produktionsbetriebes an die Robustheit von Apparaten nicht genügen und nur relativ kleine Durchsätze ermöglichen. Für die Maßstabsübertragung in die Produktion ist deshalb ein Scale-up in den Millimetermaßstab notwendig, bei dem die Vorteile der Mikrotechnik hinsichtlich Wärmeübertragungsleistung und Vermischungsgeschwindigkeit erhalten bleiben. Ehrfeld Mikrotechnik hat dazu einen integrierten Scale-up Prozess eingeführt. Hierbei findet bereits im Labor der Übergang von Kanalgeometrien vom Mikrometer- auf den Millimetermaßstab statt, d.h. auf Kanalgeometrien, die mit denen in der späteren Produktionsanlage übereinstimmen Die auf diese Weise im Labor ermittelten Umsätze, Ausbeuten, Prozessparameter und Produktqualitäten können unmittelbar auf die Verhältnisse in Produktionsreaktoren mit gleichen Kanalgeometrien übertragen werden. Der Scale-up Schritt im Pilotmaßstab entfällt, wenngleich natürlich nicht auf Pilotversuche mit realen Rohstoffqualitäten aus der Produktion zur Untersuchung von Fouling, Reinigungsverfahren und Standzeiten verzichtet werden kann. Das integrierte Scale-up Konzept führt damit sehr schnell zur Maßstabsübertragung in die Produktion.
Der nächste Schritt von der Entwicklung in die Produktion wird in der Mikroreaktionstechnik dann in Anlehnung an Rohrbündelreaktoren/-wärmetauscher durch so genanntes Numbering-up vollzogen: Der Durchsatz wird durch Parallelschaltung von Kanälen zu einem Kanalbündel erhöht.
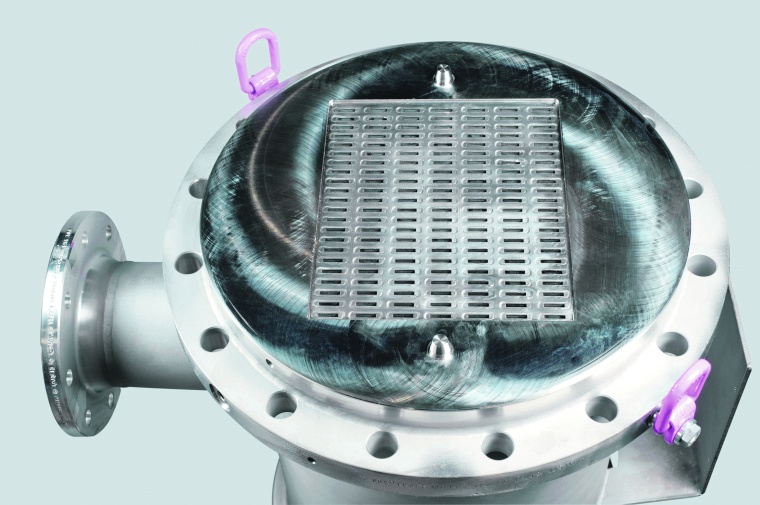
Rechteckkanäle schaffen Oberfläche
Bei der Miprowa-Technologie ist der Reaktor in Analogie zu einem Rohrbündelwärmetauscher aufgebaut, wobei die Rundrohre durch Rechteckkanäle ersetzt sind. Das Verhältnis von Oberfläche zu Volumen im Vergleich zu Standard-1-Zoll-Rohren (25,4 mm Durchmesser) wird durch diese rechteckigen Kanäle um einen Faktor von mehr als 6 erhöht und sorgt für eine verbesserte Wärmeübertragung. Statische Mischeinlagen in diesen Kanälen bewirken eine effiziente Durchmischung und einen intensivierten Wärmeübergang. Somit können Wärmeübergangskoeffizienten in wässrigen Stoffsystemen von etwa 2.200 W/m²K generiert werden. Erfolgreiche Machbarkeitsstudien mit dieser Technologie führten zu deutlich höheren Ausbeuten und signifikant besseren Produktqualitäten. In einer Validierungsphase mit einem Reaktor im Pilotmaßstab wurden die gleichen Ausbeuten und Qualitäten erhalten wie im Labor, wobei mit einem leicht vergrößerten Kanalquerschnitt gearbeitet wurde, der dem späteren Produktionsmaßstab entsprach. Darüber hinaus wurden technische Rohstoffe verwendet und Langzeitläufe durchgeführt, um das Verschmutzungs-und Verstopfungsverhalten zu untersuchen. Korrosionstests ergaben für die Reaktion, dass in diesem Fall ein korrosionsbeständiger Hastelloy-Werkstoff als Reaktormaterial die geforderte Korrosionsresistenz erzielte.
Multi-Tonnen Millireaktor im Betrieb
Die Shaoxing Eastlake High-Tech Company ist ein 1990 in China nahe Shanghai gegründeter Agrochemie-Produzent, der nicht nur den chinesischen Markt bedient, sondern seine Produkte auch in mehr als 20 Länder exportiert, einschließlich USA und EU. Das Unternehmen suchte in den letzten zehn Jahren nach neuen, vielversprechenden Technologien, um mehr als 20 traditionelle Batch-Reaktoren zu ersetzen. Getrieben von Richtlinien, Umweltvorschriften, Subventionen und Sicherheitsaspekten bewerteten sie den Markt für Strömungstechnik, um eine stark exotherme Alkoxylierungsreaktion umzusetzen. Unter anderem begutachtete Shaoxing Eastlake High-Tech auch die Flow Chemistry Reaktoren von Ehrfeld Mikrotechnik. Die Entscheidung für Ehrfeld fiel dann aufgrund des integrierten Scale-up-Konzepts und der Verwendung von robusten metallischen Werkstoffen wie Edelstahl und Hastelloy.
Der in Deutschland gefertigte 7,50 Meter lange und mehr als 5 Tonnen schwere Miprowa-Produktionsreaktor konnte innerhalb von nur einer Woche in China in Betrieb genommen werden, wobei das Produkt von Anfang an den Spezifikationen entsprach.
Alle Erwartungen übertroffen
Nach Ablauf von sechs Monaten vollkontinuierlichen Betriebs wurde der Reaktor zu Kontrollzwecken geöffnet. Bei der Inspektion des Reaktors von innen und außen konnten keine Verschmutzungen oder Verstopfungen festgestellt werden. Dies zeigt, dass der Reaktor unter vollständiger Umsetzung und idealer Selektivität bezüglich einer absolut niedrigen Nebenproduktbildung läuft. Nach der Inspektion wurde der Reaktor wieder angefahren und läuft bis heute problemlos.
Shaoxing Eastlake High-Tech screent momentan ihr Produkt-Portfolio nach weiteren vielversprechenden Reaktionen, die in Millireaktoren auf kontinuierliche Prozessführung umgestellt werden können, und bestellte 2017 zwei baugleiche Reaktoren, um die Produktions-Kapazität weiter zu erhöhen.
Ausblick
Aufgrund dieser Erfolge ist die letzte Hürde auf dem Weg der Einführung der Flow Chemistry bzw. der Milli-Reaktionstechnologie im Markt genommen und die Wegbereitung für die Etablierung als Prozesstechnologie geschaffen. Ein Referenzprojekt im Produktionsmaßstab läuft kontinuierlich und erfolgreich mit einer Produktionskapazität von einigen tausend Tonnen Produkt im Jahr. Nun ist es an den Entscheidern der chemischen und pharmazeutischen Industrie, den Staffelstab aufzunehmen und neue Wege für Prozesstechnologien zu beschreiten.






Meist gelesen

Pioniere aus Tradition
Interview mit Peter Friesenhahn, CEO von Haltermann Carless, über die Ziele des Transformationsprogramms RACE und seine Pläne für das Unternehmen.

Schlüsselrohstoff für Industrie und Gesellschaft
Hochreines Salz besitzt für Europa strategische Bedeutung – doch der Markt ist konzentriert.

Auf der Suche nach der richtigen Formel
Europas Stärke liegt in der Verbindung von Prozesswissen, Anwendungskompetenz und Nachhaltigkeit

Radikaler Schnitt für gesundes Wachstum – CHT stellt sich neu auf
Die CHT Group gehört zu den Hidden Champions der deutschen Spezialchemie.

Chemiekonjunktur – China auf der Überholspur
Im Jahr 2024 stieg der Anteil Chinas an den globalen Chemieinvestitionen auf rund 45 %. Doch die goldenen Jahre des chinesischen Wirtschaftswunders sind vorbei.