New Options for Color Combinations



Palette Of Possibilities - Concerning color, the biggest challenge in laser welding of polymers is the welding of white components. Using new technologies, the welding of opaque white laser transparent components could be possible.
In recent decades, laser welding of polymers has become a well-established method for joining plastic parts. It is a precise and contactless technology that releases no particles, contrary to ultrasonic welding. Therefore, it is an interesting joining method for electronics or for medical device manufacturing. As laser welding of polymers gained a broader market, the appearance (color and surface) of the joining parts became more important.
From the beginning of laser welding, the color of choice for nonvisible parts has been mostly black. But as thermoplastic polymers are used in a wide variety of everyday applications, color is playing a big role.
Influence of Colorants on Laser Welding
For the laser transparent and absorbing parts there is always a link between the color in the visible and the function in the near-infrared (NIR), which has to be considered during the development of the corresponding color formulations. In general, the optical properties of colorants are documented only in the wavelength range of visible light - 400-700 nanometers. But besides creating the visible color, colorants can influence the optical properties in the NIR. In some cases their behavior in the NIR is different than in the visible. Therefore, the relevant optical properties (transmission, reflection, absorption and scattering) of each colorant in the NIR have to be analyzed. With knowledge of these data, color formulations for nearly all colors for laser transparent as well as laser absorbing parts can be developed.
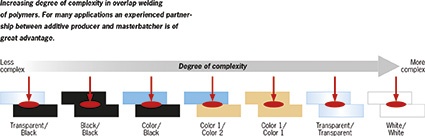
Degree Of Complexity
Concerning colors, a degree of complexity was created (figure 1) because general statements of feasibility cannot be made.
As mentioned before, in the beginning of laser welding of polymers, carbon black was used as an absorber. With that type of absorber only dark and black absorbing colors are possible. To change the appearance of the laser transparent part, laser transparent black color formulations were developed soon after. Today, laser- transparent black products are available for nearly all types of polymers.
Later on the industry required more colorful and bright solutions. Adapted absorber systems with neutral colors were developed allowing a broad range of colors. Also the knowledge about laser transparent color formulation was extended, which led to the realization of bright color combinations within limits.
Laser Welding of White Parts
The combination with the highest complexity is the welding of white on white. The challenge in this combination is the white color itself. In the visible range, the light is completely reflected on the surface of a part, so the human eye identifies the color as white. This also applies for the laser light in the NIR. Consequently, the pigment loading is restricted in the laser transparent part and a compromise between color (opacity) and function (transmission) has to be found. The result is usually a translucent color with a low opacity.
Due to advances in the development of NIR absorbers with neutral colors, there is an improvement in white laser absorbing color formulations with good absorption properties.
Titanium dioxide (TiO2) is the most used white colorant. It is an inorganic pigment with a high opacity and the best coloring properties, usually used for white, opaque and light colors. The typical concentrations of TiO2 in plastics coloring are in the range of 0.1 wt-% up to 3.0 wt-% depending on color and polymer type. In laser transparent parts using standard lasers with wavelengths in the range between 0.8 and 1 micrometers, the maximum pigment loading for a stable welding process is below 0.2 wt-%. With the development of new lasers with wavelengths between 1.5 and 2 µm, the possibilities for white parts were extended. For example, the degree of transmission of a white sample part increased from 27% to 41% by using a wavelength of 1.5 µm instead of 0.8 µm, and the degree of reflection is reduced from 85% to 57%. A reduction in scattering, which is directly related to the welding process, could also be detected. That enables pigment loadings higher than 1 wt-%, which can result in more opaque colors.
In figure 2 the different white laser transparent parts for laser in the wavelength range of 0.8-1 µm and 1.5-2 µm are shown. For better recognition, the absorbing parts are black in color. The upper laser transparent white sample is loaded with the maximum concentration possible for a stable welding process using a wavelength of 0.8 µm. The sample below is welded using a wavelength of 1.5 µm, and the opacity has significantly increased.
For the absorbing material, similar results can be obtained. Because of a lower degree of reflection, the absorption of the laser light is enhanced and therefore, less laser power is needed and the absorber concentration can be reduced.
These results enable a stable welding process with competitive process conditions of opaque white parts. Possible applications can be found in consumer goods, household applications or components for medical devices.
Summary
By using these new laser systems the number of color combinations can be increased significantly. The realization of the degree of complexity is now complete and can be broadened due to the possibility not only of the combination white/white but also by pastel colors such as light blue or light pink.
Knowledge about spectral data of the materials (colorants, polymers and absorbers) is still essential for a successful welding process.
Acknowledgments
The author gratefully acknowledges the support for this work through the EU funded 7th framework project: "Extending the process limits of laser polymer welding with high-brilliance beam sources" (Polybright). Grant agreement number: NMP2-LA-2009-228725.
Company
Treffert GmbH & Co. KGIn der Weide 17
55411 Bingen
Germany







most read
Lead or Lag: Europe’s AI Materials Race
How AI and Robotics are reshaping the race for materials discovery.

20 Years of CHEManager International
Incredible but true: CHEManager International is celebrating its 20th anniversary!

Pharma 4.0—the Key Enabler for Successful Digital Transformation in Pharma
Part 3: Seven Theses for successful Digitalization in Pharma
ECA Foundation Aims to Become Largest Pharma Association for GMP/GDP Compliance
The ECA Foundation, one of the most important not-for-profit organizations for regulatory expertise in the pharmaceutical industry, aims to become the largest independent GMP/GDP organization in the world.

Pharma 4.0 – the Key Enabler for Successful Digital Transformation in Pharma
Part 1: Building a Business Case for Pharma 4.0