
Atotech - Fortschritte mit Dual Damascene-Technologie
13.02.2012 -
-
 Quelle: Pixelio
Quelle: Pixelio -
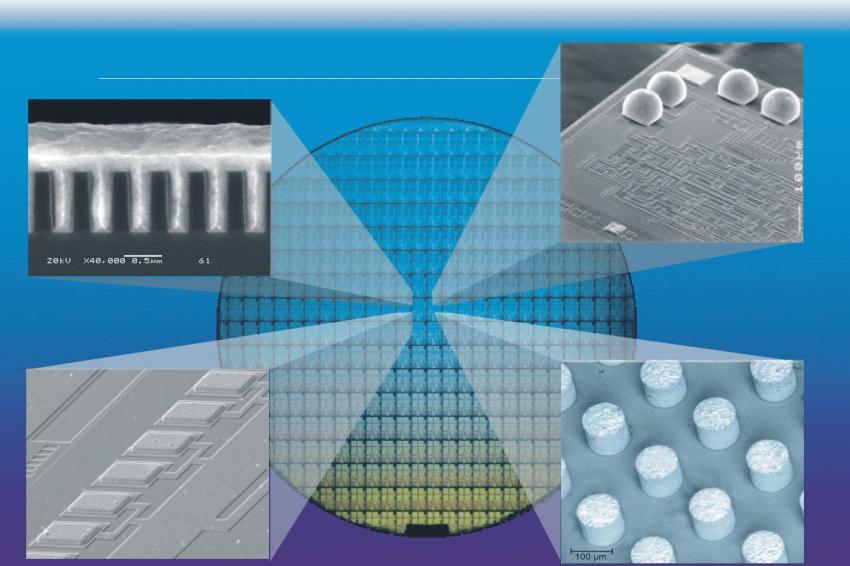 Kupfer in der Halbleiter-Herstellung: Bei der Kupfer-Metallisierung nach dem Dual Damascene-Verfahren werden in einem einzigen Prozess sowohl Leiterbahnen erzeugt, als auch Kontaktlöcher mit Kupfer gefüllt. Das Kupfer-Elektrolyt/ Redox-Mediator-Konzept ist von Atotech patentiert.
Kupfer in der Halbleiter-Herstellung: Bei der Kupfer-Metallisierung nach dem Dual Damascene-Verfahren werden in einem einzigen Prozess sowohl Leiterbahnen erzeugt, als auch Kontaktlöcher mit Kupfer gefüllt. Das Kupfer-Elektrolyt/ Redox-Mediator-Konzept ist von Atotech patentiert. -
Atotech - Fortschritte mit Dual Damascene-Technologie
Atotech hat mit der Einführung eines Systems aus Inert- Anode, Redox-Mediator und Kupfer-Elektrolyt eine neue Generation von Chemikalien vorgestellt, die auf die hohe Zuverlässigkeit und Robustheit von Kupfer-Abscheidungen bei reduzierten Betriebskosten zugeschnitten sind. Mehrere Basis- Elektrolyten sind erhältlich, geeignet für unterschiedliche Halbleiter-Anwendungen, mit überragenden Zuverlässigkeits- Ergebnissen. Ein geringerer spezifischer Widerstand der abgeschiedenen Kupferschicht und geringerer Additiv-Verbrauch sind positive Nebeneffekte. Sehr wesentlich jedoch ist die deutliche Verbesserung der Ergebnisse bei Elektro-Migration und Spannungs-Migration, die bei verschiedenen Zuverlässigkeits- Spezifikationen gemessen werden.
1997 und 1998 wurde über die elektrolytische Abscheidung aus nasschemischen Elektrolyten von Kupfer für fortschrittliche Halbleiter berichtet, was als Lösung für den Bedarf an Kupfer-Metallisierungen für „Advanced Devices“ betrachtet wurde. Advanced Devices sind als Halbleiter definiert, die hohe Ströme, hohe Taktfrequenzen und immer kleiner werdende Baugrößen aufweisen. Die kleiner werdenden Geometrien und der Widerstand der Metall-Leiter führen zu einer Signalverzögerung der miteinander verbundenen Transistoren. Kupfer bietet eine Reduzierung des Widerstands von etwa 40 % im Vergleich mit Aluminium, dem wichtigsten Metallisierungsmaterial in der Halbleiter-Herstellung der Vergangenheit.
Diese Signalverzögerung wird hauptsächlich vom Widerstandsverhalten des Materials (Cu oder Al) beeinflusst. Der Widerstand steigt mit abnehmenden Querschnitten der Leiterbahnen. Der elektrische Widerstand des strukturierten Materials ist proportional zu der Länge der Leiter und umgekehrt proportional zur Querschnittsfläche der Leiter. Wenn der Radius der Leiter abnimmt, steigt die Zeitverzögerung der Verbindungen – genau das Gegenteil dessen, was die Halbleiter-Technologie erreichen möchte.
Die Metallisierung für Bauelemente oberhalb 130 nm Technologie lässt die Verwendung von Aluminium oder Al-Alloys zu. Unter 130 nm Technologie zeigt sich der Bedarf einer technischen Lösung, während Bauelemente mit oder unter 130 nm Lösungen für diese Beschränkung erfordern, um die Leistungsziele zu erreichen.
Alternative zu Aluminium
Die Entwicklung alternativer Materialien zu Aluminium (Widerstand 2,65 μOhm cm) wurde viele Jahre lang mit einigem Aufwand betrieben. Als alternatives Material bot Kupfer (Cu) einen Widerstand von 1,68 μOhm cm und erfüllte alle elektrischen Anforderungen bestens. Als Option wurde auch Silber mit einem Widerstand von 1,50 μOhm cm bewertet, zeigte jedoch Einschränkungen bezüglich Elektro- und Spannungsmigration. Kupfer verhält sich insgesamt am besten bezüglich Signalverzögerung und Zuverlässigkeit und kann die meisten Anforderungen erfüllen.
Zu Beginn der Entwicklung einer Alternative für Aluminium wurden verschiedene Abscheidetechnologien auf ihre Eignung untersucht:
Gasphasenabscheidung (Chemical Vapor Deposition, CVD) stand zur Verfügung. Jedoch zeigten sich Limitierungen beim Abscheiden in hohe Aspekt Ratios und bei der Beschichtung kleiner Geometrien.
Hochvakuum-Sputtern war ebenso nicht erreichbar für Schichtdicken um 1 μm. Letztlich zeigte die Kombination aus einer gesputterten Cu-Keimschicht von ~100 nm, auf der dann galvanisch etwa 1,2 μm dicke Leiterbahnen aufwachsen, die besten Ergebnisse für eine Massenproduktion.
Die Galvanisierungs-Technologie, die zu den nasschemischen Reaktionen zählt, hat sich seit ihren Anfängen stark verändert und es wird weiterhin an der Optimierung der Prozessergebnisse gearbeitet. Die Anforderungen an Wirtschaftlichkeit und Zuverlässigkeit neuer Bauelemente fördern die Einführung innovativer Lösungen in die Fertigung. Die Vorteile von Kupfer gegenüber Aluminium bei der elektrischen Migration liegen laut Veröffentlichungen zwischen 10x und 100x. Für zukünftige Metallisierungs-Technologien sind jedoch noch weitere Verbesserungen notwendig, im Wesentlichen bedingt durch die Geometrie und die Stromdichten.
Beginn der Kupfer -Abscheidungs-Technologie
Kupfer-Elektrolyte für Metall- Plattierung enthalten eine anorganische Matrix hauptsächlich auf Grundlage von Schwefelsäure in geringen Konzentrationen. Spezifische organische Additive werden hinzugefügt, um das Abscheideverhalten in den Strukturen des Wafers zu beeinflussen und zu kontrollieren. Sie gleichen beschleunigende und bremsende Wirkungen auf die Kupferablagerung auf den Chip-Strukturen und dem gesamten Wafer aus.
Bei den kleinen Geometrien, die in der Dual Damascene Technologie verwendet werden, ist ein Auffüllen von unten nach oben wichtig. Es dürfen keine Lücken oder Keimdefekte in der Mitte der plattierten Struktur entstehen. Wegen der wechselnden Stromdichte in den Strukturen spielen die Additive eine Schlüsselrolle in diesem Prozess. Die Auswahl der Additive hängt von dem eingesetzten Gerätekonzept, dem Betriebsmodus und der Struktur der Bauelemente ab. Wegen der Konstruktion der Bauelemente und ihrem Einsatz in verschiedenen Anwendungen reichen die variablen Geometrien von groß bis klein und beinhalten auch Geometrien unterschiedlicher Größe eng nebeneinander liegend.
Die Kupfer-Abscheidungs-Mechanismen werden von der Größe und dem Layout der Geometrien beeinflusst und reichen von Massentransport bis zu Diffusion kontrollierten Vorgängen. Dies führt zu unterschiedlichen Texturen und Leistungen der abgeschiedenen Schichten auf den Chip- Strukturen. Heutzutage sind jedoch Schichtdickenverteilungen von ~2 % erreichbar und notwendig.
Für die Massenproduktion werden lösliche Kupferanoden, meistens mit Phosphor dotiert, in Kombination mit dem Elektrolyten auf Schwefelsäurebasis eingesetzt. Diese Kombination bietet die notwendige Leitfähigkeit und Löslichkeit von Kupfer für den Plattierungs- Prozess. Konzentrationsgrenzen des Säuregehalts sind in der Fehlerdichte definiert, die bei höheren Schwefelsäure- Konzentrationen steigt und in der Anätzung des gesputterten Kupfers (~ 100 nm) begründet ist.
Für die Wafer-Metallisierungs- Technologie wies das Fountain Plater-Konzept insgesamt die besten Ergebnisse auf. Die Strömung der Fluide kann am besten kontrolliert werden. Somit werden Abweichungen der Schichtdicken innerhalb des Wafers und zwischen mehreren Wafern minimiert. Für die Anlagenkonstruktion sind die Waferkanten- Kontakte, Rotation und der Cup Overflow die wichtigsten Variablen, neben der Steuerung des Stroms bei der Abscheidung. Mehrere Chemieunternehmen bieten Plattierungschemikalien (Elektrolyte) einschließlich Dosierungskonzepten für die organischen Additive an. Damit können auf den Wafer zugeschnittene Chemikalien angeboten werden, welche die Bauteilanforderungen in einer Massenproduktionsumgebung erfüllen.
Welche Chemikalien verwendet werden sollten, wurde jedoch weitgehend von Geräteherstellern beeinflusst, die „Gesamtkonzepte“ anbieten, zu denen Geräte, Chemikalien und geprüfte/qualifizierte Betriebsbedingungen zählen. Dieses Konzept wurde in der ersten Generation von Anlagen implementiert, wo in Plattierungszellen eine lösliche Kupferanode und ein separater Tank für den Elektrolyten verwendet wurden. Diese Anlagen verfügten auch über Ätz und Reinigungszellen, in denen die Vorder- und Rückseite des Wafers bearbeitet werden, bevor die Wafer zum nächsten Prozessschritt gehen.
Der zweite Schritt in der Technologie
Nach Einführung der löslichen Cu-Anode in die Produktion erweiterten sich die Kenntnisse und Erfahrungen zu diesem Prozess, und bessere statistische Basisdaten führten zu einigen Überraschungen. Am deutlichsten waren der Bedarf eines Einbrennens der Anode oder die Absorption der organischen Additive aus der Elektrolytlösung auf der Oberfläche der Kupferanode. Zu Beginn jedes Plattierungs-Modus führte dies zu einem „Burst of Particles“, besonders wenn die Anlage längere Zeit stillgestanden ist. Das adsorbierte organische Material wurde zersetzt und konnte als feine Partikel über optische Laserzähler (OLC) in situ und innerhalb der Plattierungszelle gemessen werden. Werden diese Partikel an der Wafer- Oberfläche adsorbiert, sind dies potentielle Defekte.
Es wurden einige Fehlstellen gefunden, für die dieser Effekt als Hauptverantwortlicher ausgemacht wurde, da sehr kleine Partikel bevorzugt auf der Oberfläche der Wafer- Struktur adsorbiert werden. Diese Fehlstellen sind auf jeden Fall ein Risiko für die erzielbare Wirtschaftlichkeit und Zuverlässigkeit. Um diesen Nachteil zu überwinden, wurde die lösliche Kupferanode durch reaktionsträge inerte Anoden ersetzt, bei denen die Kupferquelle außerhalb der Plattierungskammer angeordnet wurde. Dies reduziert die Adsorption von Additiven und damit die Partikelbildung.
Andererseits wurde das Zersetzen von Wasser (H2O) des Elektrolyten ein Risiko, da Gasblasen entstanden, die sich auf der Wafer-Oberfläche wie kleine Partikel ablagern. Dieser Nachteil kann besonders bei höheren Stromdichten durch eine Herabsetzung der Stromdichte oder durch Hinzufügen einer „Gasblasenfalle“, welche Anoden- und Kathodenraum trennt, beispielsweise ein Membranmaterial, reduziert werden. Gasblasen und kleine Partikel lassen sich von der Wafer-Oberfläche fern halten – ein Mittel zur Begrenzung von Fehlstellen.
Durch die geringere Stromdichte, die die Zersetzung des Wassers beeinflusst, sinkt jedoch die Abscheidungsrate und damit steigt die Prozesszeit. Die Chemikalien fließen in Richtung der Wafer- Oberfläche und erfordern zusätzliche Berücksichtigung im „Herz der Anlage“ durch Hardware- und Operational- Optimierungen.
Der dritte Schritt in der Technologie
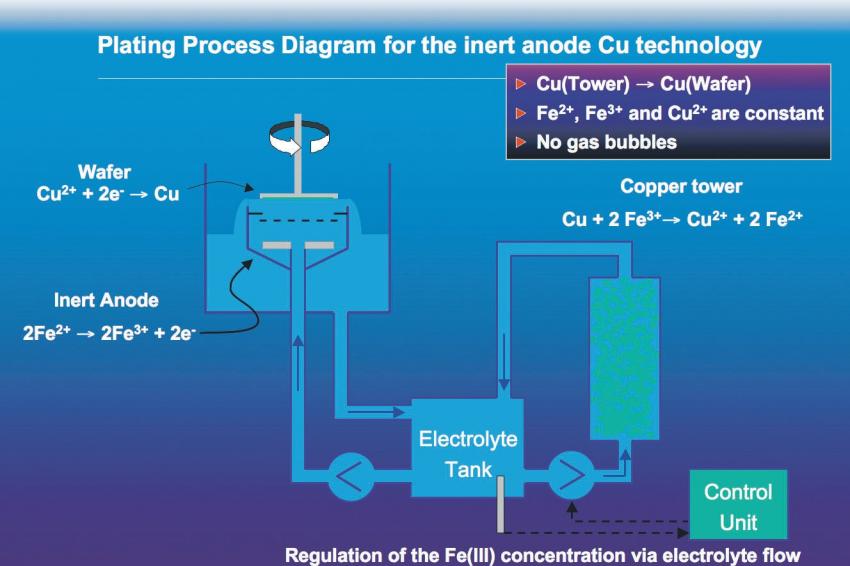
Zur Überwindung der einschränkenden Gasblasenbildung bei der Zersetzung von Wasser während der Plattierung führte Atotech ein patentiertes neues Konzept ein, mit einem Eisen-Redox-Mediator- System im Kupfer-Elektrolyten. Dieses Konzept ermöglicht eine direkte Plattierung von der Anode zur Kathode, ohne dass eine Membran oder eine andere Gasblasenfalle erforderlich ist, da diese nicht entstehen. Die Reaktion des Eisen- Mediators verhindert bei bestimmten Stromdichten die Zersetzung von Wasser und damit entstehen keine Gasblasen.Diese Technik ermöglicht höhere Stromdichten und somit höhere Abscheidungsraten bzw. kürzere Prozesszeiten.
Eine ausgiebige Untersuchung der Zuverlässigkeitsdaten und das abgeschiedene Kupfer zeigten, dass in den Kupferfilm Spuren (ppb-Bereich) von Eisen eingelagert wurden. Dieses Eisen scheint jedoch defekte Bindungen in der Kupferkristallstruktur zu beheben und zu einer perfekteren und robusteren Kupferstruktur zu führen. Mehrere Parameterergebnisse bekräftigen diese Schlussfolgerung. Der spezifische Widerstand (Rs) ist in einem 1:1 Vergleich mit anderen Abscheidungstechniken niedriger. Zuverlässigkeits- Belastungstests in verschiedenen Anwendungen zeigten eine um bis zu 7% geringere Ausfallrate zu Beginn und gegen Ende der Lebensdauer. Am deutlichsten sind bessere Elektro-Migrationsund Spannungs-Migrations-Ergebnisse.
Es sollte erwähnt werden, dass der Vergleich von Zuverlässigkeits-Ergebnissen wegen der Sensibilität der Fehlerart und der eingesetzten Prüfgeräte schwierig ist. Für diesen Vergleich wurden die verschiedenen Chemikalien unter Bedingungen (Geräte, Bauteil, Prüfung) eingesetzt, die so ähnlich wie möglich waren. Industrielle Nutzung Die erste industrielle Nutzung des Konzepts erfolgte ab 2002 für Halbleiter, die Zuverlässigkeits- Spezifikationen der Automobilindustrie erfüllen müssen. Das Konzept ist seit dieser Zeit erfolgreich im Einsatz. Weitere Anwendungen und Prüfungen in Instituten und bei Kunden haben seitdem die sehr gute Leistungsfähigkeit unterstrichen.
Das System aus inerter Anode und Eisen-Redox- Mediator führt außerdem zu einer langsameren Zersetzung der organischen Additive in der Lösung. Der geringere Verbrauch von Additiven spart über 30 % Kosten. Es entstehen weniger Nebenprodukte in der Elektrolytlösung. SIMS Analysen zeigen geringere Verunreinigungen in der Schicht. Das lässt den Schluss zu, dass die Kupfertechnologie mit Eisen- Redox-Mediator deutliche technische und wirtschaftliche Vorteile bietet. Heutzutage sind mehrere verschiedene Basis- Elektrolyten erhältlich, zugeschnitten auf individuelle Bauelemente-Anforderungen. Zuverlässigkeitsziele können durch Variation der verschiedenen Säurewerte, Kupfer- Konzentrationen oder für den Einsatz mit Inert-Anode und Redox-Mediator optimierten Additiv-Systeme erreicht werden. Der Redox-Mediator wird in Spurenmengen hinzugefügt und kann über das Analyse- System überwacht werden, das den gesamten Prozess und die Einhaltung der Prozessfenster kontrolliert.











