
Schnellere Produktwechsel inklusive hohen Sicherheits- und Qualitätsstandards
Vetter CleanRoom Technology (V-CRT) optimiert Prozesssicherheit und Produktionseffizienz
-
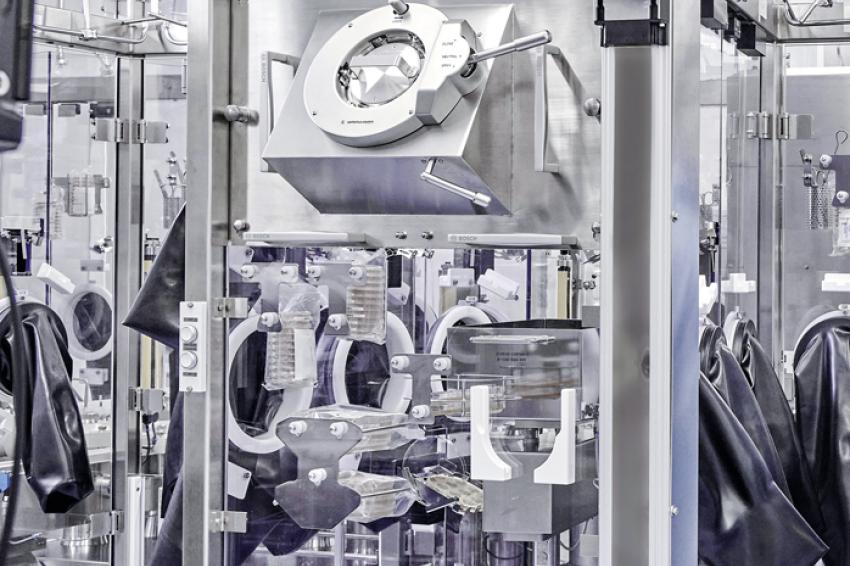
 Automatische Spritzen-abfüllanlage mit V-CRT.© Vetter Pharma
Automatische Spritzen-abfüllanlage mit V-CRT.© Vetter Pharma
Um den unterschiedlichen Anforderungen beider Produktgruppen gerecht zu werden, sind flexible Fertigungsprozesse von entscheidender Bedeutung. Dabei sind insbesondere solche Prozesse gefragt, die bei häufigen Produktwechseln eine schnelle und produktspezifische Umrüstung der Produktionsanlage ermöglichen. Auch die Anforderungen von Behörden an die Prozesssicherheit, einschließlich zusätzlicher Anforderungen an die Qualitätsstandards hinsichtlich mikrobieller und partikulärer Kontamination, werden weltweit immer strenger. Neue und überarbeitete Regularien werden stetig veröffentlicht. So gilt in der EU seit dem 25. August 2023 die Novelle des EU GMP Annex 1: Manufacture of Sterile Medicinal Products. Der Annex 1 gilt als eine der wichtigsten Vorschriften für die Produktion steriler Arzneimittel und ist für Hersteller weltweit von größter Bedeutung.
Ganzheitliche Reinraumkonzepte wie V-CRT sind darauf ausgelegt, die steigende Nachfrage nach optimierten pharmazeutischen Produktionsprozessen und ausreichender Flexibilität zu erfüllen. Eine schnelle Dekontamination ermöglicht effiziente Produktwechsel und reduziert Stillstandzeiten. Die Anlageneffektivität oder OEE (Overall Equipment Efficiency) wird dadurch deutlich gesteigert.
Innovative Lösung für höhere Prozesssicherheit und mehr Effizienz
Aktuell bilden zwei unterschiedliche technologische Ansätze die Grundlage für eine hochwertige aseptische Arzneimittelherstellung: Isolatoren und Restricted-Access-Barrier-Systeme (RABS). Isolatoren sind vollständig geschlossene Systeme, die von der Außenwelt völlig „isoliert“ sind. Sie müssen aufwändig dekontaminiert werden, was ihre Anpassungsfähigkeit und Effizienz insgesamt einschränkt. Die RABS-Technologie beinhaltet eine Barriere und eine dynamische Luftstromtrennung zwischen der Umgebung und dem Produkt, wodurch sich deutliche Vorteile ergeben: Sie ermöglicht eine schnellere Bereitstellung, einen effizienteren Produktwechsel sowie eine größere Variabilität. Mit RABS lassen sich Stillstandzeiten bei der Herstellung von mehreren Produkten auf einer Abfülllinie verkürzen. Angesichts der weltweit steigenden Nachfrage und strengeren behördlichen Auflagen reagieren die Arzneimittelhersteller mit innovativen Ansätzen, die über die bisher praktizierten herkömmlichen Lösungen hinausgehen.
Die Vetter CleanRoom Technology (V-CRT) ist ein solcher Ansatz. Als eine der weltweit führenden Contract Development and Manufacturing Organisation (CDMO) hat Vetter ein ganzheitliches Reinraumkonzept entwickelt, das die Vorteile von Isolatoren und RABS-Systemen kombiniert und gleichzeitig alle Arbeitsschritte der aseptischen Abfüllung berücksichtigt – einschließlich Dekontamination, Umrüstung und Abfüllung, Überwachung und Analytik. V-CRT wurde entwickelt, um die Vielseitigkeit und Effizienz pharmazeutischer Produktionsprozesse zu optimieren. Die Technologie verringert das Risiko der Verschleppung von Mikroben von Klasse B nach Klasse A und ermöglicht gleichzeitig einen schnellen Produktwechsel.
Gründliche Vorbereitung von Anfang an
Auch wenn die automatische Dekontamination mit Wasserstoffperoxid (H2O2) die entscheidende Rolle spielt, müssen zunächst wichtige Vorarbeiten durchgeführt werden:
- Bevor mit der automatischen H2O2-Dekontamination begonnen werden kann, wird der Reinraum sorgfältig vorbereitet und die Maschinenoberflächen wischdesinfiziert.
- Innerhalb der Barriere werden verpackte Agarplatten in speziellen Vorrichtungen platziert.
- Nach dem Schließen der Barrieretüren werden die Handschuhe angebracht und Maschinen- und Formatteile, die das Produkt nicht berühren mit Hilfe von Sterilkästen in die Barriere eingeschleust.
- Als letzter Schritt erfolgt das Einsetzen von Handschuhspreizern.
Wird die Fertigungslinie hinter geschlossenen Barrieren in einer aseptischen Umgebung vorbereitet, erhöht sich damit noch einmal der im System erreichbare Reinheitsgrad. Alle Ausrüstungselemente, die vor oder nach der Dekontamination eingebracht werden, werden in einem Autoklav dampfsterilisiert, bevor sie in den Reinraum eingebracht werden.
Zusätzlich zu diesen Schritten werden in Vorbereitung auf den eigentlichen Dekontaminationsprozess weitere Parameter überwacht und gesteuert (zum Beispiel die relative Luftfeuchtigkeit). Mit aufblasbaren Türdichtungen wird der Reinraum luftdicht verschlossen. Nun kann die H2O2-Dekontamination erfolgen.
-
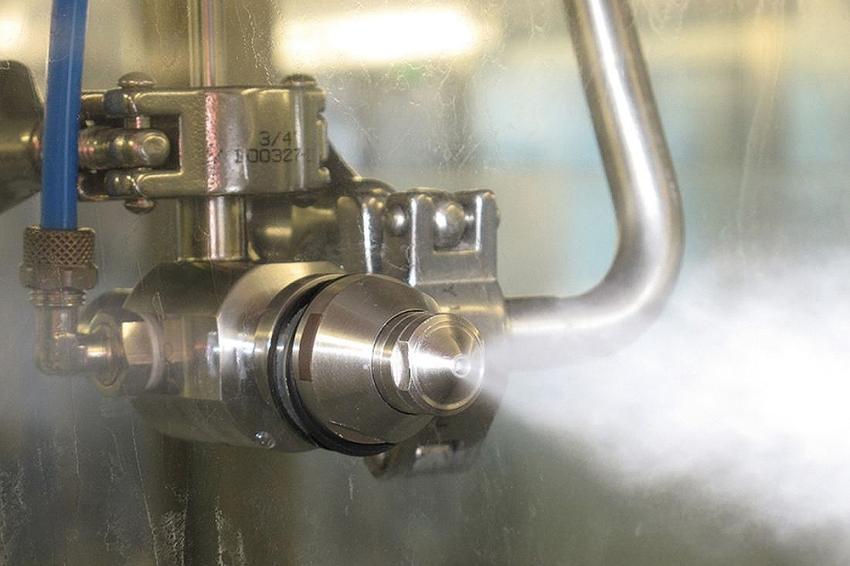 Festinstallierte H2O2-Düse für die automatische Reinraumdekontamination. © Vetter Pharma
Festinstallierte H2O2-Düse für die automatische Reinraumdekontamination. © Vetter Pharma -
 Reinraumumgebung mit Port-System © Vetter Pharma
Reinraumumgebung mit Port-System © Vetter Pharma
Das Herz von V-CRT: die automatische H2O2-Dekontamination
Sobald die Dekontamination beginnt, verteilt ein in Wände und Decke des Reinraums eingebautes System aus Edelstahlrohren die H2O2-Lösung an definierten Positionen der Reinraumumgebung der Klassen ISO 5 und 7. Dies geschieht innerhalb und außerhalb der Barriere. Mit Hilfe von fest installierten Zweistoffdüsen am Ende der Rohrleitungen kann der gesamte Reinraum automatisch und autonom dekontaminiert werden.
Nach der vorgeschriebenen Einwirkzeit spült eine laminare Luftströmung den gesamten Reinraum frei. Spezielle Katalysatoren sorgen für einen schnellen H2O2-Abbau; HEPA-Filter entfernen Partikel aus der Luft und verhindern so deren Eindringen in den Reinraum. Etwa 90 Minuten nach Ende der Dekontamination ist der Reinraum wieder einsatzbereit.
Dieser automatisierte Ansatz eliminiert die schwerfälligen Prozesse und minimiert die Fehlerquellen, die mit manuellen Dekontaminationsmethoden wie der Begasung mit Formaldehyd verbunden waren. Im Vergleich zur Wisch- und Sprühdesinfektion bietet die automatische H2O2-Dekontamination auch einen höheren Schutz vor mikrobiologischer Verunreinigung. H2O2 eliminiert kritische Mikroorganismen und ist praktisch rückstandsfrei, da es in Wasser und Sauerstoff zerfällt.
Fortlaufende Überwachung und Analytik
Ein ganzheitliches Reinraumkonzept integriert Überwachungs- und Analysemaßnahmen, die nicht nur den aseptischen Abfüllprozess verfolgen, sondern auch sicherstellen, dass sowohl Produkte als auch Mitarbeitende vollständig vor H2O2 geschützt sind. Sensoren innerhalb und außerhalb der Barriere sind auf die Überwachung verschiedener Parameter ausgerichtet. Zwei Polytron-Sensoren messen die H2O2-Konzentration innerhalb des Reinraums in Klasse B, während ein Picarro-Sensor dies in Klasse A verfolgt. Ein Überströmsensor misst kontinuierlich den Luftstrom vom Inneren der Barriere in den umgebenden Reinraum.
Das Analytik-Konzept umfasst auch die H2O2-Analyse für wässrige Lösungen. So können H2O2-Konzentrationen in WfI (Wasser für Injektionszwecke) oder anderen Produktlösungen im Labor bestimmt werden.
Gut vorbereitet auf zukünftige Herausforderungen
Neben der hohen Zuverlässigkeit und Reproduzierbarkeit bietet V-CRT noch einen weiteren zentralen Vorteil: Schnelligkeit. Abhängig von den Gegebenheiten des Reinraums kann der gesamte Dekontaminationszyklus in nur 2,5 h durchgeführt werden. Geeignete Katalysatoren und ein hochwirksames Lüftungssystem fördern den H2O2-Abbau und führen zu kurzen Dekontaminationszyklen. Die Vorbereitungen für die Produktion und das aseptische Einrichten des Reinraums können sofort beginnen.
In Zukunft wird die Herstellung pharmazeutischer Produkte deutlich mehr Flexibilität erfordern und strengere Anforderungen an die Qualitätsstandards hinsichtlich mikrobieller und partikulärer Verunreinigungen stellen. Pharmazeutische und biotechnologische Unternehmen auf der ganzen Welt spüren bereits diesen Druck auf ihre aseptischen Abfüllprozesse und passen ihre Strategie entsprechend an: Sie nutzen die Vorteile innovativer Produktionsmethoden, die darauf ausgelegt sind, die aktuellen Herstellungsverfahren zu optimieren und weiterzuentwickeln.
Die Nutzung dieser neuen Methoden kann Arzneimittelherstellern helfen, sich auf den Erfolg in einer anspruchsvollen und sich wandelnden Branche vorzubereiten. Konzepte wie die Vetter CleanRoom Technology schaffen Herstellungsprozesse, die alle Maßstäbe – Sicherheit, Vielseitigkeit, Effizienz und vor allem Qualität – erfüllen, um den sich ständig ändernden Anforderungen des dynamischen Healthcare-Markts gerecht zu werden.
Autor:
 Lukas Kropp, Projektmanager Pharmazeutische Technologie, Vetter Pharma-Fertigung GmbH & Co. KG, Ravensburg
Lukas Kropp, Projektmanager Pharmazeutische Technologie, Vetter Pharma-Fertigung GmbH & Co. KG, Ravensburg











