
Wireless Hart Lösungen über viele Industrien hinweg
29.02.2012 -
-
 Abb. 4: Wireless Hart Gateway für bis 250 Teilnehmer
Abb. 4: Wireless Hart Gateway für bis 250 Teilnehmer -
 Philipp Conen, Marketingmanager , Prozessautomatisierung, Endress+Hauser
Philipp Conen, Marketingmanager , Prozessautomatisierung, Endress+Hauser -
 Abb. 6: Wireless Hart Adapter integriert an eine Temperaturmessgerät
Abb. 6: Wireless Hart Adapter integriert an eine Temperaturmessgerät -
 Abb. 5: Anwendung Cargill: In der Mitte des Bildes ist die im Malz eingetauchte 5 fach Temperaturmessung zu sehen.
Abb. 5: Anwendung Cargill: In der Mitte des Bildes ist die im Malz eingetauchte 5 fach Temperaturmessung zu sehen. -
 Abb. 3: Wireless Hart Adapter
Abb. 3: Wireless Hart Adapter -
 Abb. 2: Vakuumtrommel in senkrechter Position
Abb. 2: Vakuumtrommel in senkrechter Position -
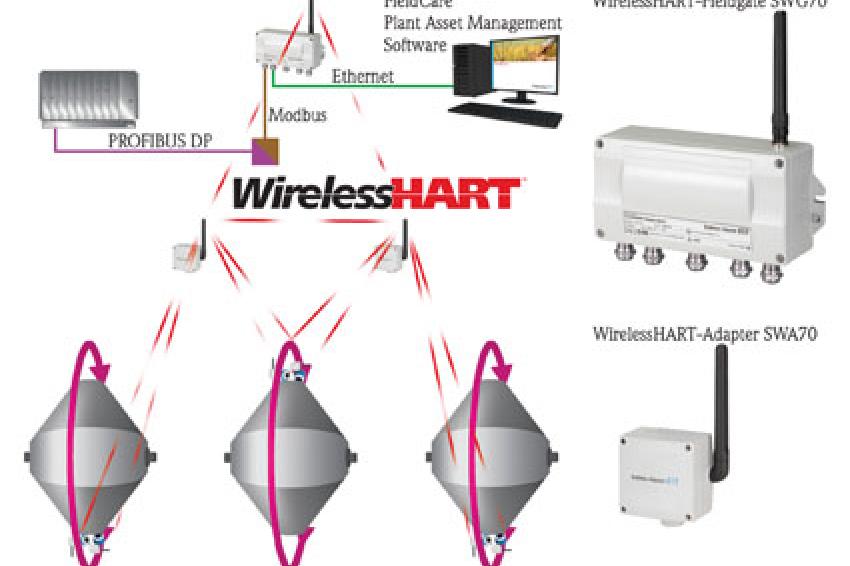 Abb. 1: Wireless Netzwerk bei der BASF in De Meern
Abb. 1: Wireless Netzwerk bei der BASF in De Meern
CITplus - Die Wireless Hart Technologie erfährt mehr und mehr Akzeptanz in der Industrie. Nicht nur was sichere Datenübertragung angeht, überzeugt die Technologie. Sie kann auch punkten, wenn es um Batteriespeisung der Messgeräte, Anwendungen im Ex-Bereich, hohe Umgebungstemperaturen bis zu 85 °C, oder Multidropmodus geht. Und nicht zuletzt spricht die Tatsache für sie, dass Wireless Hart ein bewährter offener Standard in der Industrie ist. Das alles macht Wireless Hart branchenübergreifend interessant, wie dieser Beitrag für unterschiedlichste Anwendungen aufzeigt.
BASF De Meern - Wireless-Kommunikation in der Katalysatorherstellung
Bei der Katalysatorherstellung musste der Trocknungsprozess durch Stichprobennahme regelmäßig überwacht werden. „Wir haben nach Alternativen für den zeitaufwändigen Stichprobenprozess gesucht. Auf einem Endress+Hauser Messestand sahen wir eine Demonstration eines Wireless-Systems für die Temperaturmessung. Das System verfügte über einen Standard-Transmitter und ein Modul mit Antenne für die Übermittlung der Datensignale zu einem Host via Wirelees Hart. Dies war die Lösung für uns." so die BASF-Mitarbeiter Ferry Stofberg und Ramon Kranendonk.
Die Anlage produziert Qualitätskatalysatoren für die Prozessindustrie. Ein Beispiel aus der Nahrungsmittelindustrie ist die Hydrierung von Sojaöl zur Optimierung der Schmelzgrenze und der Haltbarkeit für die Verwendung in Margarinen oder Dressings. Andere Anwendungen dienen der Entschwefelung von Abgasen und Öl, der Kunststoffherstellung und der Umformung von Gas in Flüssigbrennstoff. In all diesen Prozessen ist eine Fülle von Systemkomponenten eingebunden, für welche die Wireless-Kommunikation hervorragend geeignet ist.
Bei der Katalysatorenproduktion durchläuft das Produkt eine Vielzahl von Schritten. Einer dieser Schritte ist der Trocknungsprozess, welcher in einer großen Vakuumtrommel durchgeführt wird. Diese hat einen Durchmesser von ca. zwei Metern und die Form von zwei Kegeln, welche an der breiten Seite zusammengefügt sind. Das verwendete Produkt, ein Pulver, kann von oben an einer der Kegelspitzen durch ein Handventil eingefüllt werden. Auf der gegenüberliegenden Kegelspitze befindet sich ein Zugangspunkt für die Stichprobenentnahme. Der Behälter ist links und rechts auf der Verbindungsfläche beider Kegel aufgehängt und rotiert so um die eigene Achse.
Das Produkt wird mit einer speziellen Flüssigkeit, welche durch einen der Drehpunkte auf der Seite eingespritzt wird, gut durchmischt. Die Flüssigkeit bildet eine Beschichtung um die einzelnen Körner, danach muss das Pulver gründlich vakuumgetrocknet werden. Das Endprodukt wird am Schluss wieder aus demselben Handventil entnommen. Während des gesamten Prozesses müssen regelmäßig Stichproben entnommen werden, um die Trocknung zu beurteilen. Dafür wird die Rotation gestoppt und eine Probe durch ein spezielles Zugangsventil entnommen. Anschließend wird die Probe im Labor analysiert. Dieser Arbeitsgang dauert zwischen 30 und 45 Minuten - und es werden teilweise bis zu drei Proben entnommen. Sobald das Produkt trocken genug ist, kann dieser Gesamtprozess beendet und das Produkt entnommen werden. Ein kompletter Trocknungszyklus dauert ca. acht Stunden, bei gewissen Produkten sogar 10 bis 12 Stunden. Ziel war es die benötigte Zeit der Trocknungsphase zu reduzieren sowie ein durchgehendes Prozessmonitoring verfügbar zu machen.
Systemübersicht der Lösung
Nach Auslieferung der technischen Lösung durch Endress+Hauser suchten die BASF Ingenieure nach weiteren Verbesserungen. Der Temperaturverlauf ist die primäre Variable, um den Feuchtigkeitsgehalt des Produktes zu bestimmen. Auch der Druck im Kessel ist von Interesse. Aus diesem Grund sind zwei Transmitter installiert worden - einer für Druck und einer für Temperatur. Das Produkt im Kessel ist sehr aggressiv. Dies erfordert spezielle Materialien für die Wärmesonde und die chemische Dichtung. Eine weitere Anforderung war die direkte Integration in das bestehende System mit Steuerung via Siemens-SPS und Profibus. Für die Wartung setzt der Kunde die FieldCare-Software ein. Das Fieldgate wird mit 24V gespeist und verfügt über zwei Ausgänge, Modbus und Ethernet. Das Modbus/RTU-Signal wird zur Kommunikation mit einer Siemens-SPS in Profibus DP umgewandelt. Endress+Hauser lieferte hierfür die erforderliche Software. Die Verbindung zu FieldCare wird via Ethernet hergestellt. Die Wireless Hart-Adapter, welche auch als Energieversorger funktionieren, sind direkt auf die Transmitter montiert. Zwei weitere Adapter übermitteln die Hart Information von den Instrumenten auf den kontinuierlich rotierenden Behältern zum Fieldgate.
Fazit BASF
Durch diese Wireless Hart Lösung konnte die BASF ihren Trocknungsprozess verkürzen und ein durchgehendes Monitoring garantieren, eine Probenahme war nun nicht mehr nötig. Zudem wurden die Laborkosten gesenkt sowie die Anlagenverfügbarkeit erhöht. Besonders die hohe Energiedichte der Batterie trug dazu bei, Messgeräte ohne externe Spannungsversorgung an einem rotierenden Behälter zu betreiben. Ohne die Wireless Technologie wäre dies nicht möglich gewesen.
Singapore - Sichere Funkübertragung im Ex-Bereich
Aufgrund veralteter mechanischer Füllstandmessungen verlor die Firma Airproducts and Chemicals Singapore, ein Hersteller von Flüssiggasen und Chemikalien für den lokalen Markt, immense Mengen an Chemikalien. Aus Kosten- und Sicherheitsgründen rüstete das mittelständische Unternehmen 13 Flüssiggastanks auf moderne, hochgenaue Radarmessungen von Endress+Hauser um. Alle Tanks wurden auf Grund des bestehenden Ex-Bereiches und der großen zu überbrückenden Distanzen mit Ex zugelassener Wireless Hart Technologie ausgestattet.
In zwei Netzwerken wurden die 13 Tanks, von denen vier Tanks unterirdisch sind, mit acht Wireless Hart Adaptern sowie zwei Gateways ausgestattet. Ein Adapter kann im Multidropmodus Prozesswerte von bis zu vier unterschiedlichen Messgeräten übertragen. In dieser Anwendung wurden benachbarte Tanks mit je einer Füllstandmessung in einem Adapter zusammengeführt und jedes einzelne Signal zeitversetzt übertragen. Der Multidropmodus hat dem Anwender neben Einsparung bei der Verlegung von Kabeln im Ex-Bereich, zusätzlich Adapterkosten eingespart.
Eine Spannungsversorgung war bei allen Tanks bereits vorhanden, so dass die Batterie des Adapters nur den Adapter selbst sowie die Signalübertragung zu versorgen hat. Die Batterielaufzeit, unter den in Singapur vorliegenden klimatischen Bedingungen, liegt bei ca. zehn Jahre.
Neben zwei Wireless Hart Netzwerken, die über ein Fiberglaskabel verbunden sind, hat Endress+Hauser auch Computer beigestellt. Einen, der als Modbus/OPC Server mit eigener Scada Software von Endress+Hauser (P-View) läuft und ein Client PC auf dem nur die Scada Software installiert ist.
Fazit Singapore
Der Kunde hat die Vorteile der Wireless Hart Technologie im Ex Bereich ausgenutzt und auf zweierlei Weise Kosten eingespart. Zum einen durch die Verkabelung im Ex-Bereich, zum anderen konnten durch den Multidropmodus des Adapters zwei Messwerte pro Adapter an das Gateway übertragen werden.
Cargill - Schonende und sichere Malzherstellung dank neuer Technologie
Ein Wireless Hart Maschennetzwerk unter extremen Umgebungsbedingungen wird bei der Mälzerei Cargill in Salzgitter in die Praxis umgesetzt. Zehn Temperaturmessungen in zwei Darren bei hoher permanenter Umbebungstemperatur werden kabellos mit der robusten Wireless Hart Funktechnologie realisiert.
Im letzten Schritt der Malzproduktion wird das Malz schonend getrocknet, um die Enzyme für die darauf folgende Bierherstellung zu erhalten. Den Raum, in dem das feuchte Malz getrocknet wird, bezeichnet man als Darre. Das Malz liegt in einer ein Meter dicken Schicht auf einem engmaschigen Sieb. Von unten wird heiße Luft durch das Malz geblasen. An fünf Messstellen pro Darre, in unterschiedlichen Eintauchtiefen, wird die Temperatur im Malz gemessen, um die Qualität des Darrprozesses zu sichern. Dabei entstehen Temperaturen von bis zu 82 °C, die Materialverschleiß am Kabel hervorrufen.
Bisher wurden die fünf Temperaturmessungen über ein Spiralkabel gespeist und die Messwerte an die Steuerung übergeben. Die Anschlussadern mussten regelmäßig nachgesetzt werden und Cargill war gezwungen, jährlich das Kabel zu ersetzen.
Mit der Wireless Hart Technologie kann Cargill komplett auf die Spiralkabel und den Instandsetzungsaufwand verzichten sowie auf die damit verbundenen Kosten und Risiken. Von zwei Darren werden insgesamt zehn Prozesswerte kabellos übertragen. Selbst die 30 cm dicke Betonwand hat der Qualität des drahtlosen Signals nichts anhaben können. Die Antenne des Gateway muss somit nicht in die Darren verlegt werden.
Cargill plant mittelfristig bis zu 25 weitere Messungen im vorhandenen Malzturm zu installieren. Ein Wireless Hart Netzwerk kann aus bis zu 250 Teilnehmern bestehen, somit ist eine Nachrüstung ohne weiteren Aufwand in dieses Netzwerk realisierbar.
Fazit Cargill
Der Kunde hatte bisher durch das Kabelnetzwerk einen großen Instandsetzungsaufwand, Hinzu kam, dass er die Arbeiten auf der
Malzoberfläche durchführen und darauf achten musste, dass keine Fremdstoffe das Malz verunreinigen. Cargill ist von der Technologie überzeugt, so dass kurzfristig der Auftrag über zehn Temperaturmesstellen TR15 mit Wireless Hart Adaptern sowie zwei Repeatern und Empfangsgerät erteilt wurde.
Theorie
Der Wireless Hart Standard basiert auf dem IEEE-Standard 802.15.4, der als Grundlage für eine zuverlässige Funkübertragung dient und ein erweiterter Standard der bisherigen kabelgebundenen Hart Kommunikation ist. Im Hinblick auf die überwiegend in den Prozessindustrien bereits installierten 24 Millionen Hart Geräte eine ideale Lösung: Diese Geräte lassen sich auch nachträglich problemlos durch Wireless Hart Adapter in das Funknetzwerk integrieren. Vorhandene Software kann weiter zur Parametrierung und Wartung der Feldgeräte genutzt werden.
Wireless Hart basiert auf dem Time Synchronized Mesh Protocol (TSMP) und bietet selbst in kritischen Funkumgebungen eine hohe Verfügbarkeit.
Das TSMP stellt folgende Funktionen bereit:
- Zeitlich synchronisierte Kommunikation
- Einsatz moderner Frequenzspreizverfahren
- Vollautomatische Netzwerkbildung
- Vollredundantes, vermaschtes Routing
- Sichere Datenübertragung
- Netzwerkstruktur - Diagnose und Zugriffssicherheit
Zum Aufbau eines Funknetzwerks werden Feldgeräte mit Hart Protokoll und ein Gateway benötigt. Das Gateway fungiert als Netzwerkmanager und Schnittstelle, welches die Messwerte und Diagnoseinformationen vom Netzwerk erhält und an das Leitsystem weiterleitet. Durch den integrierten Netzwerkmanager steuert das Gateway die vermaschten Verbindungen im Mesh-Netzwerk, verwaltet die Zugriffssicherheit und die Authentifizierung der Feldgeräte. Feldgeräte und Gateway bilden zusammen ein TSMP-Netzwerk. Jedes Wireless Hart Gerät verfügt über mehrere redundante Kommunikationswege. Es erkennt seine benachbarten Netzwerkteilnehmer, misst die Signalstärke und baut eine Kommunikation zu ihnen auf. Damit ist dieses intelligente Funknetz in der Lage, vollautomatisch auf Änderungen der Umgebungsbedingungen zu reagieren.
Messwertübertragung - störfest und sicher
Die Übertragung der Messwerte erfolgt wie bei Bluetooth und Wireless-LAN im lizenzfreien 2,4-GHz-Band. Hier stehen den Herstellern von Funkkomponenten verschiedene Frequenzspreizverfahren zur Verfügung. Wireless Hart kombiniert für eine störungsfreie Übertragung das Frequency Hopping Spread Spectrum (FHSS) mit dem Direct Sequence Spread Spectrum (DSSS). FHSS ändert bei jeder Datenübertragung den Kanal nach einem pseudo-zufälligen Muster, DSSS übernimmt die Aufgabe, mittels Logikfunktion gestörte Daten zu unterdrücken. Die im Standard IEEE 802.15.4 definierte 128-Bit-Verschlüsselung und Authentifizierung der Datenpakete sorgen für die Sicherheit der Datenübertragung. Anbindung mit Adapter - aus alt mach neu. Der Wireless Hart-Adapter ist eine Komponente, die direkt oder abgesetzt mit dem Feldgerät verbunden ist. Das heißt, jedes bestehende oder neue Hart-fähige Feldgerät kann über diesen Adapter in ein Wireless Hart Funknetz integriert werden.
Der Adapter wird mit einer Batterie versorgt, die in der Regel auch das verbundene Feldgerät mitspeisen kann. So wird vor Ort keine zusätzliche Spannungsversorgung benötigt. Der Adapter kann bis zu 1,8 km vom Feldgerät abgesetzt werden. Damit lässt sich die Antenne für die Funkübertragung optimal positionieren.











