
Recycling von Batterierohstoffen
Effiziente und skalierbare Trocknungsprozesse für Batteriewertstoffe
-
 © Ekato
© Ekato
Der Übergang hin zur Elektromobilität stellt für die Fahrzeugindustrie in Europa in mehrfacher Hinsicht eine Herausforderung dar. Ungeachtet des derzeitigen Zulassungsrückgangs auf dem deutschen Markt, sind die langfristigen Prognosen vielversprechender. So sollen die bisherigen Kostennachteile von E-Fahrzeugen gegenüber Verbrennerfahrzeugen in den nächsten Jahren immer geringer werden. Dies gelingt vor allem durch Steigerungen der Herstellungseffizienz. Auch die Batteriezelltechnologie entwickelt sich rasch weiter, sodass die Sorge vor zu geringen Reichweiten der Fahrzeuge und langen Ladezeiten immer weiter schwinden werden. Es kann daher davon ausgegangen werden, dass sich der Anteil von Elektrofahrzeugen an den Neuzulassungen nicht nur in Europa stetig vergrößern wird.
Eine wesentliche Voraussetzung für das Gelingen dieses Übergangs stellt nicht zuletzt die ausreichende und nachhaltige Versorgung mit den dafür nötigen Batterie-Rohstoffen dar. Dies liegt darin begründet, dass die leistungsfähigsten Kathodenmaterialien in den nächsten Jahren aus Nickel-Mangan-Kobalt (NMC-Akkumulatoren) bestehen, wenngleich bis 2030 voraussichtlich günstigere Alternativen wie etwa Lithium-Eisenphosphat (LFP)-Batterien dominieren werden, welche weniger rohstoffintensiv sind. Einige dieser Materialien sowie Lithium und natürlicher Graphit stehen nur in begrenzten Mengen zur Verfügung, der Bedarf wächst voraussichtlich schneller als durch die Erschließung neuer Lagerstätten nachgeliefert werden kann. Daher werden seit spätestens 2023 alle diese Rohstoffe in der EU als kritische Rohstoffe gelistet. Aber auch unabhängig davon stellt sich die Frage nach einer sinnvollen Wiederverwertung ausgedienter Altbatterien. Zur Erhöhung der Versorgungssicherheit und Nachhaltigkeit bei der Batterieherstellung wurden daher in der EU gesetzliche Vorgaben erlassen, um die Recyclingquoten von ausgedienten Lithiumbatterien bis 2030 erheblich zu steigern.
Sicherheitstechnische Herausforderungen beim mechanischen Recycling
Im Vergleich zu herkömmlichen mechanischen Recyclingprozessen für bspw. Elektrogeräte oder -kabel ergeben sich beim Recycling von Lithiumbatterien höhere sicherheitstechnische Anforderungen.
Im Laufe der letzten Jahre hat sich neben der pyrometallurgischen Aufbereitung vor allem das hydrometallurgische Recycling etabliert, welches höhere Rückgewinnungsraten bei gleichzeitig geringem Energieeinsatz verspricht. Für eine hohe Rückgewinnungsrate ist hierbei aber zunächst eine möglichst saubere mechanische Abtrennung der sogenannten Schwarzmasse (Kathoden- und Anodenaktivmaterial) von den Kollektor- und Separatorfolien nötig. Hierzu werden die Zellen zunächst restentladen und aus den Batteriemodulen entnommen. Die Restentladung ist notwendig, um unerwünschte spontane chemische Reaktionen während des nachfolgenden Recyclings zu unterbinden.
Durch Zerkleinern der Batteriezellen in einem Schredder wird eine einheitliche Schüttung erhalten, welche automatisiert weiterverarbeitet werden kann. Durch die Zerkleinerung der Zellen werden auch die flüssigen Elektrolyte freigesetzt, welche zumeist brennbare Lösemittel enthalten. Eine lokale Überhitzung oder ein Funke während des mechanischen Recycling-Prozesses kann so leicht zu Schwelbränden bis hin zur Zerstörung der gesamten Anlage führen.
Ausgangslage Batterietrocknung
In den meisten Lithiumionenbatterien werden Kohlensäureester als Hauptbestandteil verwendet. Die leichtflüchtigen Varianten hiervon sind DMC, EMC und auch DEC: Da diese rund 10 % bezogen auf die Zellmasse im Zerkleinerungsgut enthalten sind, und es beim mechanischen Recycling zu Reibungswärme und entsprechend Verdunstungen dieser Stoffe kommt, besteht die Notwendigkeit, zumindest diese leichtflüchtigen Bestandteile weitestgehend aus dem Schüttgut zu entfernen. Dies kann z. B. durch eine Extraktion in einer Waschlauge oder direkte Trocknung geschehen. Ekato bevorzugt die direkte Trocknung, um Abwasser im Recyclingprozess und auch längere Nachtrocknungszeiten durch mit Wasser beladenes Schüttgut zu vermeiden. Erfahrungsgemäß sind Restfeuchtegehalte von unter 1 % mittels Vakuumtrocknung gut zu erreichen und ausreichend, um eine sichere mechanische Separation zu gewährleisten. Darüber hinaus wird häufig auch noch das Entfernen von höhersiedenden Elektrolytlösemitteln wie z.B. Ethylencarbonat gefordert, was die anschließenden Trennprozesse nochmals vereinfacht. Hierzu werden in der Regel sehr niedrigere Vakuumniveaus benötigt, um eine sichere Trocknungstemperatur einhalten zu können.
Soll auch der Binder für das Aktivmaterial – z.B. Polyvinylidenfluorid – entfernt werden, reicht die Vakuumtrocknung als alleinige Trennmethode nicht aus, da hier Temperaturen von über 300 °C notwendig sind. Hierbei bietet sich bspw. eine Kombination aus Trocknung und zusätzlich selektiv-extraktiver Entfernung des Binders unmittelbar in der hydrometallurgischen Aufbereitung an. Die Notwendigkeit hängt im Einzelnen von der hydrometallurgischen Aufbereitungsmethode ab, welche sich voneinander unterscheiden.
-
 Entzündbare Elektrolytlösemittel in Lithiumionenbatterien mit Strukturformeln (li.), üblicherweise enthalten in Lithiumbatterie-Zerkleinerungsgut (r.). © Ekato
Entzündbare Elektrolytlösemittel in Lithiumionenbatterien mit Strukturformeln (li.), üblicherweise enthalten in Lithiumbatterie-Zerkleinerungsgut (r.). © Ekato
Das Solidmix-Trocknungsprinzip
Ekato bietet im Rahmen der Vortrocknung von zerkleinertem Batterieschrott seine bewährte Solidmix-Technologie an und hat diese für die Abtrennung der in den Batterien enthaltenen Lösemittel optimiert. Mittels Vakuumtrocknung können sowohl die leicht- als auch schwerflüchtigen Lösemittel effizient und zuverlässig aus dem Batterieschrott abgetrennt werden. Der erreichbare Restfeuchtegehalt liegt bei insgesamt unter einem Gewichtsprozent, bezogen auf das Schüttgut.
Der entsprechende Vakuum-Kontakttrockner des Anlagenbauers ist so gebaut, dass er Lösungsmittel durch Verdampfen und Rückkondensation von einem Feststoff trennt. Es gelten folgende physikalische und mechanische Parameter:
Temperatur
Druck
Mechanische Fluidisierung durch Rühren
Zur Erzielung von niedrigen Restfeuchten durchlaufen die Trocknungsgüter mehrere
Prozessschritte, wodurch sich ein Batch-Trocknungsprozess ergibt. Die Prozessschritte bestehen im Einzelnen aus (Abb. unten):
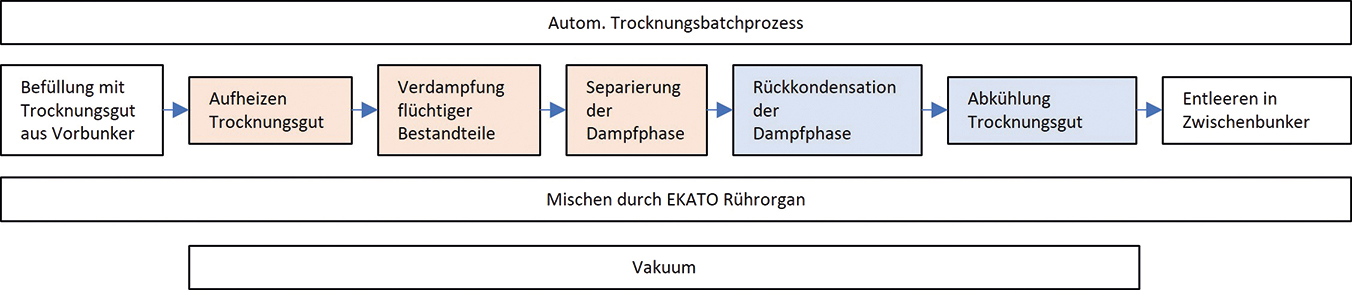
Jeder Prozessschritt hat seine individuellen Herausforderungen, welche besondere Aufmerksamkeit erfordern:
- a.) Befüllung
Das Befüllen von geschredderten Batteriezellen erfolgt in der Regel in Form von kleinen Folienstreifen von bis zu 3 cm Kantenlänge aus einem Vorlagenpuffertank, welcher die im Schredder kontinuierlich anfallenden zerkleinerten Folien und Blechstücke zwischenlagert. Die Befüllung des Trockners kann idealerweise vertikal durch Schwerkraft oder mithilfe eines Schüttgutförderers erfolgen. Hierfür ist eine größere Befüllöffnung zu wählen. Aufgrund der bestehenden Entzündungsgefahr sind der Vorbunker und der Trockner bereits mit Inertgas beaufschlagt.
- b.) Mischen und Temperieren
Um eine gleichmäßige Temperaturverteilung im Schüttgut zu schaffen sowie die Entleerung zu unterstützen, wird es durchgehend durchmischt (Ekato-Ansatz). Die kontinuierliche Durchmischung gewährleistet zudem einen optimale Wärmeübertragung in der Apparatur, was die Geschwindigkeit der Trocknung zusätzlich erhöht.
Das Batterieschüttgut ist bedingt rieselfähig und muss schonend durchmischt werden, um eine unerwünschte Kompaktierung zu vermeiden. Bei der korrekten Berechnung der Heizleistung sind folgende Aspekte zu berücksichtigen:
- Aufheizen aller medienberührten Komponenten (Geräte) in angemessener Zeit.
- Bereitstellung ausreichender Energie, um die Lösungsmittelfracht unter den gegebenen Bedingungen zu verdampfen.
- Kompensation von Energieverlusten, um die Verdampfungstemperatur zu halten.
Aufgrund seiner hohen spezifischen Wärmekapazität ist Wasser als Thermalflüssigkeit die erste Wahl, wenn es unter 150 °C bleibt. Bei Prozesstemperaturen über 150 °C wird Thermalöl praktikabler, da Öl bei erhöhten Temperaturen nur einen marginalen Druckanstieg aufweist. Vor jeder Geräteauswahl muss die physische Grenze für den Prozess vom Prozessverantwortlichen definiert werden.
- c.) Verdampfung
Durch Anlegen eines Vakuums werden die Siedetemperaturen der einzelnen Lösemittel gesenkt, sodass nicht nur die leicht-, sondern auch die schwersiedende Fraktion bei noch sicheren Temperaturen abgetrennt werden kann. Generell erlaubt das System eine flexible Prozesskontrolle und berücksichtigt die individuellen Betreibervorgaben. Während des Batterie-Trocknungsprozesses kann es zu geringfügigem Mitriss von feinem Schwarzmassestaub in die Dampfleitung kommen, der die Effizienz des Vakuumsystems verringern könnte. Um dies zu vermeiden, ist zwischen Trocknungsbehälter und Vakuumpumpe ein Staubfilter installiert. Die Solidmix-Trockner verfügen über beheizte Filterdome mit automatischen Rückspülsystemen, die das Lösungsmittelrückgewinnungssystem vor Staub schützen. Bis zur Lösemittelrückgewinnungsstation sind alle dampfberührten Behälterstellen vollständig beheizt, sodass keine Kondensation – auch bei vorübergehendem Anlagen-Standby – stattfinden kann.
- d.) Rückkondensation
Das Rückkondensieren und Sammeln der Elektrolytlösemittel und wahlweise Wasser sind anspruchsvolle Aufgaben im Prozess. Mit einem gut konzipierten Lösungsmittelrückgewinnungssystem können nahezu alle Lösemittel aufgefangen werden – bei effizientem Einsatz von Kühlleistung. Aufgrund möglicher Spuren an aggressiven Zersetzungsgasen legt Ekato hier besonderen Wert auf eine beständige Werkstoffauswahl. Restliche, nicht kondensierte Gase werden in der Regel über einen Wäscher zur Entfernung dieser aggressiven Begleitstoffe geführt.
Mischtechnik mit optimierten Wandabständen
Bei Ekato mischt ein speziell entwickeltes Rührorgan Isopas den gesamten Inhalt des Behälters von der Schwerkraftfüllung bis zur Schwerkraftentleerung. Das Rührorgan wurde entwickelt, um eine bestmögliche Umwälzung bei geringstmöglicher Leistungsaufnahme zu erzeugen.
Das Hauptmerkmal aller Rührwerke in einem Vakuum-Kontakttrockner ist ein Rührwerkssystem, das mit optimierten Wandabständen arbeitet und so sowohl eine kontinuierliche Mitnahme der gesamten Schüttung bei gleichzeitiger Vermeidung von Verkantungen des Batterie-Zerkleinerungsgutes zu bewirken. Dadurch, dass das Rührorgan nur am oberen Wellenende gelagert ist, kommt das Schüttgut nicht mit dem Lager in Kontakt. Das verlängert die Haltbarkeit erheblich und verbessert die Dichtheit des Behälters im Vergleich zu z.B. horizontal gelagerten Schaufeltrocknern. Erst dieser Umstand erlaubt die sichere Abtrennung der schwersiedenden Elektrolytlösemittel.
Alle oben genannten Komponenten erfordern eine sichere und präzise Bedienung. Die hohe Anzahl der zu verarbeitenden Signale und der zu handhabenden Ventile erfordert ausgereifte, automatische Prozesssteuerungssysteme, die sich auf ein geeignetes Temperatur- und Vakuumregime konzentrieren. Das Automatisierungssystem Process Operating System (EPOS) wurde entwickelt, um diese Anforderung zu erfüllen.
Prozesssicherheit von kleinem auf großem Maßstab
Die Skalierung eines Trocknungsprozesses erfordert sowohl Testkapazitäten in kleinem Maßstab als auch Erfahrung im Scale-up. Nach erfolgreicher Trocknung im 25-, 50- oder 100-Liter-Maßstab gelten Scale-up-Regeln, um folgende Leistungsmerkmale für den technischen Maßstab vorherzusagen:
- Trocknungszeit,
- Lösemittelfracht, Energiebedarf,
- Rückstände nach der Entleerung,
- Partikelgrößenänderungen aufgrund von Scherung am Produkt,
- Verschleiß der Rührwerksteile durch Einwirkung des Produkts.
Grundsätzlich setzt ein sicheres Scale-up voraus, dass die Geometrie des kleinen Testtrockners geometrisch ähnlich ist wie die des Trockners in Produktionsgröße. Ekato behält dieses geometrische Ähnlichkeitsprinzip von 25 bis 10.000 L bei. Das Scale-up funktioniert am besten, wenn die Versuche unter den gleichen physikalischen Parametern (Druck/Temperatur) wie im späteren realen Prozess durchgeführt wurden. Ist dies nicht möglich, müssen Korrekturfaktoren auf die Scale-up-Formel angewendet werden. Beim Scale-up wird Folgendes berücksichtigt:
- Verhältnis von Volumen zu beheizter Oberfläche vom kleinen Maßstab zum kommerziellen Trockner,
- Temperaturkorrekturfaktor vom kleinen Maßstab zum kommerziellen Trockner,
- Faktor für den Einfluss der Rührorgangeschwindigkeit auf die Trocknungsdauer.
Durch den modularen Aufbau der Trockner ist eine sichere Skalierung hin zu größeren Trocknungskapazitäten möglich. Übliche Kapazitäten liegen dabei im Bereich von 0,5 bis 4 t/h Batterieschüttung.
-
 Vertikaler Prozesstrockner Solidmix mit Isopas-Rührorgan (li.), modulare Lösemittelrückgewinnungsanlage (re.). © Ekato
Vertikaler Prozesstrockner Solidmix mit Isopas-Rührorgan (li.), modulare Lösemittelrückgewinnungsanlage (re.). © Ekato
Zusammenfassung und Ausblick
Durch die Trocknungslösung wird nicht nur die Sicherheit in den nachfolgenden mechanischen Trennstufen erhöht, sondern auch eine Voraussetzung zur Rückgewinnung der Lösemittel geschaffen. Darüber hinaus erleichtert das Abtrennen der Elektrolytlösemittel die nachgelagerte hydrometallurgische Behandlung der sogenannten Schwarzmasse, welche die wertvollen Kathoden- und Anodenmaterialien enthält.
Eine grundlegende Herausforderung ist es, den Trocknungsprozess so zu gestalten, dass unterschiedliche Batterie- bzw. Elektrolytzusammensetzungen behandelt werden können. Daher empfiehlt es sich, die Apparatur möglichst flexibel auszulegen und die Möglichkeiten der Rezeptsteuerung zu nutzen.
Ekato Systems und sein Trockner-Know-how, einschließlich der Fähigkeit zur Prüfung im kleinen Maßstab und 90 Jahren Scale-up-Know-how, sind der Schlüssel zu einem erfolgreichen Betrieb des Lösungsmitteltrennungsschritts im Batterie-Recycling. Das Unternehmen bietet ein Komplettpaket passend zum individuellen Batterie-Recyclingverfahren – abgestimmt mit dem Betreiber, Ingenieurbüro oder Lizenzgeber.
Autor:
 Georg von Blumenthal, Process Engineer R&D, Ekato Systems
Georg von Blumenthal, Process Engineer R&D, Ekato Systems










