
Rohstoffautomation unter Schutzgasatmosphäre
27.02.2020 - Rohstoff-Automation unter Schutzgasatmosphäre in Großanlagen oder in sich geschlossene Systeme sind herausfordernde Aufgaben, die der Anlagenbauer AZO lösen kann.
-
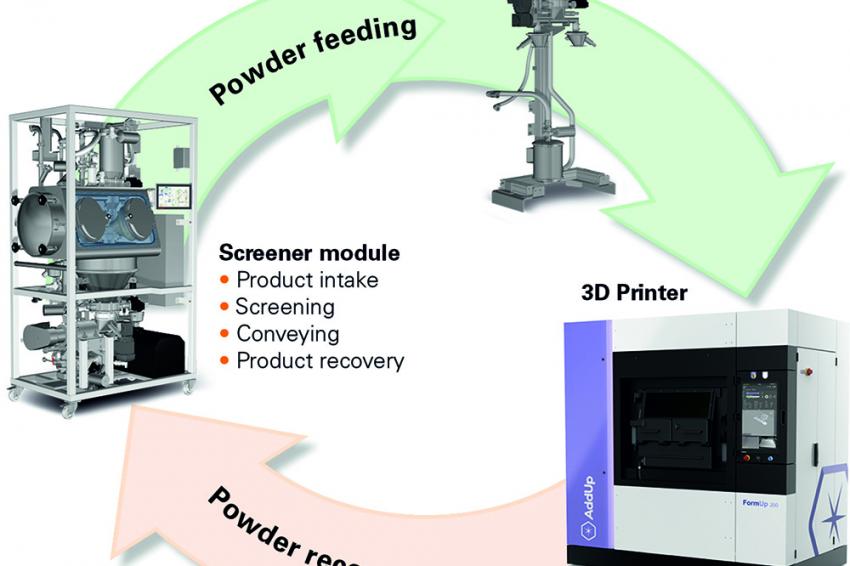 AZO´s Automationsablauf bei der 3D-Druckerbeschickung © AZO GmbH + Co. KG
AZO´s Automationsablauf bei der 3D-Druckerbeschickung © AZO GmbH + Co. KG -
 Förderanlage unter Stickstoffschutzgasatmosphäre für Milchpulver © AZO GmbH + Co. KG
Förderanlage unter Stickstoffschutzgasatmosphäre für Milchpulver © AZO GmbH + Co. KG -
 Förderanlage unter Stickstoffschutzgasatmosphäre von AZO © AZO GmbH + Co. KG
Förderanlage unter Stickstoffschutzgasatmosphäre von AZO © AZO GmbH + Co. KG -
 3D-Drucker-Beschickungsmodul und Glovebox: Einschleusung des Metallpulvers © AZO GmbH + Co. KG
3D-Drucker-Beschickungsmodul und Glovebox: Einschleusung des Metallpulvers © AZO GmbH + Co. KG -
 Alexander Ullrich, Marketing Communication, AZO
Alexander Ullrich, Marketing Communication, AZO
„Die Sicherheit der Anlage, der Produkte und vor allem des Bedieners hat für uns die höchste Priorität.“ So oder so ähnlich drücken sich die meisten Firmen aus, die kritische Rohstoffe automatisieren wollen. Viele Rohstoffe, wie z. B. Polypropylen, Metallpulver, Kaffee, Milchpulver, Additive und viele weitere, weisen hochsensible Eigenschaften hinsichtlich Explosions- und Produktschutz auf. Dies können niedrige Zündenergien, Oxidationsfreudigkeit oder der Erhalt der Aromen bzw. Haltbarmachung und Konservierung sein, um nur einige gängige zu nennen. Oft kommt dann nur eine Lösung unter Schutzgas in Betracht.
Allerdings bedeutet das auch, nicht nur zu wissen, wie der Rohstoff gefördert werden kann, sondern auch welche Eigenschaften dieser unter unterschiedlichsten Bedingungen aufweist. Hier ist das Rohstoff-Know-how des Anlagenbauers von allergrößter Bedeutung. Des Weiteren sind beim Umgang mit Schutzgasen umfangreiche Vorkehrungen für den Bedienerschutz seitens des Anlagenbetreibers notwendig. Das macht eine enge, partnerschaftliche Zusammenarbeit zwischen Anlagenbauer und Betreiber bei der Risikoanalyse und Anlagenauslegung unerlässlich. So unterschiedlich die Branchen, in denen eine solche Förderanlage unter Schutzgas genutzt wird, sind – so unterschiedlich sind auch die jeweiligen Anforderungen und die einzelnen Lösungsmöglichkeiten der benötigten Förderanlage.
Kritische Rohstoffe: Polypropylenpulver
Ein gutes Beispiel für einen solchen kritischen Rohstoff ist im Kunststoffbereich Polypropylenpulver: Bei der Produktion von Polypropylen bspw. können sich in diesem Pulver noch Reste des Gases Propen befinden. Dieses Gas kann bei der Lagerung, Förderung, Aufbereitung und Dosierung nach und nach freigesetzt werden. Dadurch entsteht eine nicht zu unterschätzende Gefahr einer Gas-Ex-Zone. Um diese Explosionsgefahr wirksam zu vermeiden, muss der Sauerstoffgehalt unter einen zündfähigen Grenzwert reduziert werden. Daher empfiehlt es sich in einem solchen Fall eine Rohstoffautomation unter einer Stickstoff Schutzgasatmosphäre zu installieren.
Mit Hilfe einer Stickstoff-Druckförderung wird der Rohstoff aus den Reaktoren über eine Förderwaage zur Durchsatzerfassung gefördert und anschließend in einen Pufferbehälter entleert. Das dazu erforderliche Schutzgas wird durch ein separates Stickstoffnetz bereitgestellt. Die Förderwaage und die Pufferbehälter müssen deshalb mit einem Spülluftfilter sowie Austragsunterstützungen, und Belüftungsdüsen ausgerüstet werden.
Danach werden die Pufferbehälter, die z. B. eine Tagesmenge des notwendigen Polypropylenpulvers enthalten, entleert und durch eine weitere Druckförderung mit Stickstoff in verschiedene Mischsilos gefördert und für den darauffolgenden Verarbeitungsprozess „Compoundierung“ bereitgestellt. Dort werden die notwendigen Zusatzstoffe wie z. B. UV-Stabilisatoren, Peroxid Pellets und Antioxidantien durch eine separate Förderung und Dosierung hinzugefügt. Nach Vermischung der Rohstoffe mit Hilfe einer Differential-Dosierwaage wird der fertige Batch für die Verarbeitung zu Polypropylen-Granulat bereitgestellt.
Das dabei im gesamten System genutzte Schutzgas wird gefiltert und dem Förderkreislauf erneut zugeführt. Permanente Messungen der Schutzgasatmosphäre innerhalb der ganzen Förderanlage überwachen dabei die Sauerstoffgrenzkonzentration. Wird dieser Grenzwert überschritten, wird die Förderung gestoppt und die Anlage mit zusätzlichem Inertgas gespült, bis der Sauerstoffgehalt die vorgegebene Grenzkonzentration wieder unterschreitet.
Durch diese Wiederverwendung des Stickstoffes wird für den Anlagenbetreiber eine erheblich kosteneffizientere und gleichzeitig sichere Automatisierung seines Rohstoffs gewährleistet. AZO hat mit seiner jahrelangen Erfahrung in diesem Bereich das nötige Produktportfolio für die unterschiedlichsten Kundenanforderungen und realisierte weltweit mehrere Anlagen, die diese Herausforderungen erfolgreich meistern. Des Weiteren analysiert das hauseigene Rohstofflabor kritische Rohstoffe und ermittelt deren Fließ- und Produkteigenschaften, um die Anlagen für die jeweiligen Anforderungen optimal auslegen zu können.
Kritische Rohstoffe: Metallpulver für die additive Fertigung
Ein weiteres Beispiel solch kritischer Produkte sind diverse Metallpulver, das für die additive Fertigung genutzt werden. Auch dieser Rohstoff ist nur unter einer Schutzatmosphäre mit Hilfe von Stickstoff oder Argon sicher zu automatisieren. Durch die teilweise gesundheitsgefährdenden Eigenschaften des Metallpulvers muss der Bedienerschutz ebenfalls unbedingt gewährleistet werden. Allerdings ist die 3D Druck Branche nach wie vor sehr dynamisch, was Standards und Richtlinien betrifft. Wurden bis „gestern“ unter Absaugungen offen gehandhabte Stoffe toleriert, so ist das Bewusstsein bei Pulverherstellern und Druckerbetreibern hinsichtlich Bedienerschutz deutlich gewachsen (siehe VDI 3405-1). So mussten Mitarbeiter bei offenen Produktaufgaben den Rohstoff unter Vollschutz manuell in das System einbringen, da das Pulver lungengängig und gesundheitsschädlich ist. Deshalb entwickelte AZO im Laufe der vergangenen zwei Jahre neue Technologien für die sichere und vereinfachte Automation von Metallpulvern in der additiven Fertigung.
AZO bietet hierzu Systeme in denen Metallpulver unter Schutzgasatmosphäre in einer Glovebox in den Produktkreislauf zugeführt werden können. Das Pulver kann dafür in beliebigen, manuell handhabbaren Behältern angeliefert werden. Ein Vollschutz entfällt und durch die hermetisch abgeriegelte Glovebox wird ein sehr hoher Grad des Bedienerschutzes erreicht.
Inertisierung der gesamten Anlage
Durch die Inertisierung der gesamten Anlage werden zwei Ziele verfolgt: Zum einen wird die Oxidation des Metallpulvers am Luftsauerstoff wirksam verhindert, da ansonsten der Rohstoff unbrauchbar werden würde. Zum anderen wird die Sauerstoffkonzentration im ursprünglich zündfähigen Pulver-Luft-Gemisch so weit abgesenkt, dass gefährliche exotherme Reaktionen verhindert werden.
Insgesamt besteht das Komplettsystem zur Druckerbeschickung aus dem Siebmodul, welches aus Glovebox, Lagerbehälter, Siebmaschine und pneumatische Förderung besteht sowie einem oder mehreren Druckermodulen. Diese können direkt am Metalldrucker angebracht werden. Das System ist dabei hochflexibel und kann von einer Einzeldruckerbeschickung bis hin zur Druckerfabrik mit mehreren Modulen genutzt werden.
Im Verlauf wird das jeweilige Metallpulver zunächst einer Siebung unterzogen. Von dort aus erfolgt eine pneumatische Förderung vom Siebmodul hin zur Pulverzugabestelle am Metalldrucker. Das bei der Erzeugung der Pulverschichterstellung abgestriffene Pulver kann direkt vom Drucker wieder zurück zum Siebmodul gefördert werden. Die pneumatische Förderung sowie das gesamte Pulverhandling erfolgt komplett unter Inertgasatmosphäre.
Um den Verbrauch an Inertgas so gering wie möglich zu halten wird das Prozessgas in einem geschlossenen Kreislauf geführt. Nach dem abgeschlossenen Druckjob wird lose im Druckraum liegendes Pulver, welches bei der Produktion des Bauteils nicht verschweißt worden ist, mit dem gleichen geschlossenen Fördersystem zurück zur Pulveraufbereitung gefördert. Das Produkt kann für weitere Druckzyklen verwendet werden. Durch eine separate Stickstoffversorgung kann dem Kreislauf bei Bedarf neuer Stickstoff zugeführt werden, um so die optimale Schutzgasatmosphäre zu gewährleisten.
Sollte eine Wiederverwendung des abgestriffenen Metallpulvers aus rechtlichen, vertraglichen oder organisatorischen Gründen nicht erwünscht sein, so kann das Pulver nach wie vor unter Inertgasatmosphäre innerhalb des Systems in geeignete Pulverbehälter gefüllt werden und über eine Be- und Entladetür sicher aus dem System ausgeschleust werden.
Notwendiges Wissen
AZO verfügt sowohl über das nötige technische Know-how, um hochsensible Rohstoffe unter Schutzgas automatisiert handzuhaben, als auch über das notwendige Wissen rund um die Rohstoffe und deren Eigenschaften. Dabei spielt es keine Rolle, ob es sich dabei um Greenfield-, Brownfield oder Retrofitprojekte handelt. Das umfasst kleinere in sich geschlossene Systemanwendungen aber große hochkomplexe Förderanlagen.
3D-Druckerbeschickung unter Schutzgas
• Bei leerer Anlage und neu zu beschickendem Drucker werden zunächst die mit Metallpulver gefüllten Gebinde durch die Beladetür in die Glovebox gegeben. Bei geschlossener Tür wird die Glovebox mit Schutzgas geflutet.
• In diesem Zustand können die Kunststoffflaschen, oder Kanister in den nachfolgenden Vorratsbehälter entleert werden.
• Von diesem Vorratsbehälter gelangt das Metallpulver in die Wirbelstromsiebmaschine, die hier zusätzlich als Qualitätssicherung dient.
• Nach der Siebung wird das Pulver pneumatisch zum jeweiligen „Verbraucher“ transportiert.
• Verbraucher können dabei mehrere Zugabestellen an einem Drucker sein, oder auch eine zentrale Zugabestelle. Hier ist es dann möglich mehrere Drucker zentral zu versorgen.
• Der Rücktransport von nicht verbrauchtem Pulver erfolgt entweder direkt während der Schichterzeugung (Layering) oder nach abgeschlossenem Druckjob aus dem Druckerraum.
• Nach dem Rücktransport zur Siebstation kann durch einen innen liegenden Bypass entschieden werden, ob das Pulver im Kreislauf weiterverwendet wird, oder ob es aus dem Druckerbetrieb ausgeschleust werden soll.
-
AZO´s Automationsablauf bei der 3D-Druckerbeschickung © AZO GmbH + Co. KG
-
Förderanlage unter Stickstoffschutzgasatmosphäre für Milchpulver © AZO GmbH + Co. KG
-
Förderanlage unter Stickstoffschutzgasatmosphäre von AZO © AZO GmbH + Co. KG
-
3D-Drucker-Beschickungsmodul und Glovebox: Einschleusung des Metallpulvers © AZO GmbH + Co. KG
-
Alexander Ullrich, Marketing Communication, AZO
Downloads
Kontakt
AZO GmbH & Co
Rosenberger Str. 28
74706 Osterburken
Deutschland
+49 6291 920
+49 6291 8928











