
TA Luft und Sterilflanschverbindungen
Dichtheitsnachweis nach TA Luft für Kraftnebenschluss-Verbindungen mit O-Ringen aus Gummi
-
 ©Nomad_Soul - stock.adobe.com
©Nomad_Soul - stock.adobe.com
Eine wesentliche Änderung ist das Betrachten des kompletten Flanschsystems, bestehend aus Flanschen, Schrauben und dem Dichtungselement. Das heißt bei Flanschverbindungen aus ausgekleideten Flanschverbindungen, Thermoplasten, Stahl-Email etc. ist es nicht mehr ausreichend, eine TA-Luft-konforme Dichtung zu verbauen, sondern das komplette System muss betrachtet werden. Durch diese Neuerung wurde das Spektrum der zu betrachtenden Flanschverbindungen deutlich erweitert.
Darüber hinaus fordert die neue TA Luft die Einhaltung einer maximal zulässigen Leckagerate von 0,01 mg/(s*m) (L0,01) vgl. 5.2.6.3 der TA Luft[1]. Der Nachweis kann durch drei Verfahren geführt werden, die untereinander gleichwertig sind, vgl.[2]:
- analytisches Verfahren oder FEM
- typbasierter Bauteilversuch
- Tests unter Realbedingungenen
Analytische Verfahren oder FEM
Für klassische Flanschverbindungen aus Stahl im Krafthauptschluss (KHS), z.B. nach EN 1092- 1, erfolgt der Dichtheitsnachweis regelmäßig nach dem analytischen Verfahren der EN 1591-1, wobei hierfür Dichtungskennwerte nach EN 13555 erforderlich sind, vgl. www.gasketdata.org. Zur bisherigen TA Luft gibt es zwar neue Grenzwerte, die sich an den Betriebsbedingungen orientieren, aber praktisch sind keine Änderungen am analytischen Verfahren zu beachten.
Typbasierter Bauteilversuch
Der typbasierte Bauteilversuch[3] kommt üblicherweise dann zur Anwendung, wenn keine analytischen Verfahren existieren und/oder FEM-Analysen zu aufwendig wären. Flanschverbindungen, die hierunter fallen, sind Krafthauptschlussverbindungen aus Stahl-Email, GFK, Thermoplasten usw. Die praktische Vorgehensweise bei Rohrleitungsflanschen ist in diesem Fall, über eine Nennweitenreihe hinweg die „schwächste“ Verbindung heranzuziehen. Die schwächste Verbindung zeichnet sich dadurch aus, dass sie die geringste Flächenpressung bei der Montage erzeugt. Mit dieser Flächenpressung muss der typbasierte Bauteilversuch durchgeführt werden. Nach erfolgreicher Durchführung des Bauteilversuches ist der Dichtheitsnachweis für die komplette Nennweitenreihe erbracht.
Greifen die ersten beiden Möglichkeiten nicht, bleibt als letzte Möglichkeit unter Realbedingungen die Dichtheit nachzuweisen, bspw. mit dem FID-Verfahren.
Problematik bei Kraftnebenschlussverbindungen (KNS)
Für den Nachweis der Dichtheit von KNS-Verbindungen existiert neben möglichen FEM-Analysen, als einzig bekanntes analytisches Verfahren, das kerntechnische Regelwerk, das bei Vorliegen entsprechender Dichtungskennwerte grundsätzlich anwendbar wäre.
Die Problematik bei allen Kraftnebenschlussverbindungen (KNS) ist, dass die „schwächste“ Verbindung, die maßgeblich für die Leckage ist, weder bei der Bestimmung von Dichtungskennwerten für den analytischen Nachweis noch bei typbasierten Bauteilversuchen experimentell messbar ist. Die „schwächste“ Verbindung wäre bspw. bei einer axial belasteten O-Ring-Flanschverbindung, wie sie bei Sterilflanschverbindungen vorliegt, durch folgende Eigenschaften gekennzeichnet:
- O-Ring mit der geringsten Schnurstärke und
- größtmögliche Nut der Flansche.
Es ist offensichtlich, dass diese Kombination mit den Einflüssen der Fertigungstoleranzen experimentell allenfalls theoretisch herstellbar wäre, niemals aber in der Praxis.
Die beschriebene Problemstellung wurde an den VCI AK Bauteilversuche und an den zuständigen Arbeitsausschuss NA 003-01-14-AA „Rohre und Komponenten für die Lebensmittelindustrie, die chemische und die pharmazeutische Industrie“ herangetragen. Unter der Federführung von Merck und der fachlichen Beratung durch die FH Münster wurde ein entsprechendes Fachgutachten beim O-Ring Prüflabor Richter unter Einbindung eines Sachverständigenbüros zur Lösung des Problems beauftragt.
-
 Prozentuale Verpressung von O-Ringen (statische Anwendung in der Hydraulik und Pneumatik) [Auszug aus DIN ISO 3601-2 2010].
Prozentuale Verpressung von O-Ringen (statische Anwendung in der Hydraulik und Pneumatik) [Auszug aus DIN ISO 3601-2 2010].
Lösung am Beispiel der Sterilflanschverbindungen nach DIN 11864-2 mit O-Ringen aus Gummi
Der Stofftransport durch Gummi beruht auf Permeation, wobei die infolgedessen auftretende Leckage praktisch unabhängig von der Verpressung des Dichtelements ist, sofern diese ausreichend hoch ist. Voraussetzung hierfür ist, dass die einschlägigen Vorgaben zur prozentualen Verpress von O-Ringen eingehalten werden, beispielsweise nach ISO 3601-2. Mit diesen Verpressungswerten wird sichergestellt, dass die Dichtung sowohl eine ausreichende Verformung bei der Montage erfährt als auch die Alterung Berücksichtigung findet, sodass kein signifikanter Anstieg der Leckage im Betrieb zu erwarten ist. Aus diesem Grund ist es für Flanschverbindungen im KNS mit Einsatz von Gummidichtungen ausreichend, eine Überprüfung durchzuführen, bei der die Verpressungswerte innerhalb der anerkannten Grenzen liegen.
Da Gummidichtungen bei ausreichender Verformung regelmäßig Dichtheitsklassen aufweisen, die deutlich unter der nach TA Luft geforderten Dichtheitsklasse L0,01 liegen, kann auf experimentelle Nachweise zur Dichtheit (typbasierter Bauteilversuch nach TA Luft) verzichtet werden[4]. Wie oben bereits ausgeführt wurde, ist der experimentelle Nachweis allenfalls theoretisch, nicht aber praktisch möglich. Nachstehend wird gezeigt, wie die Mindestverformung nach ISO 3601-2 bzw. die daraus resultierende maximal vorliegende Flächenpressung auf sogenannte Sterilflanschverbindungen nach DIN 11864-2 angewandt werden kann, wobei die Ausführungen sich vorrangig auf die Ergebnisse von Achenbach u.A.[4] und Richter[5] beziehen.
Vergleich der Verpressungen
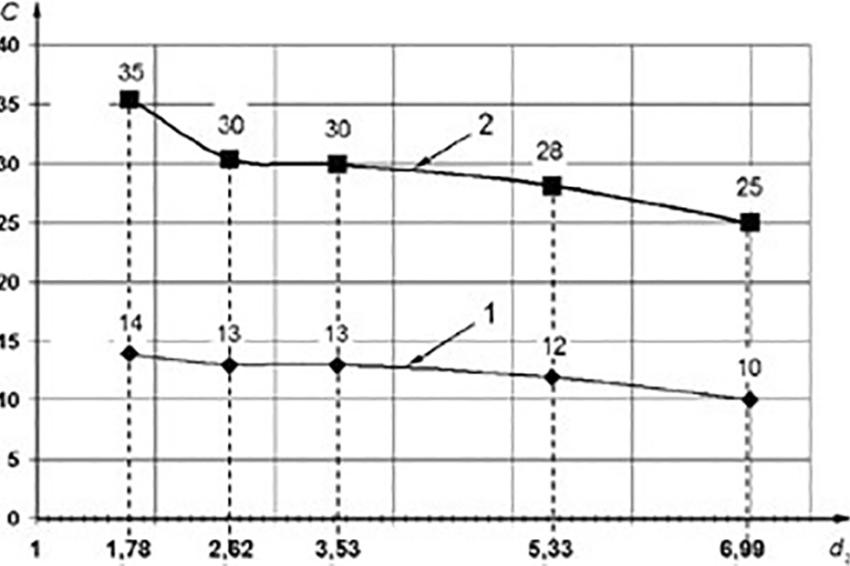
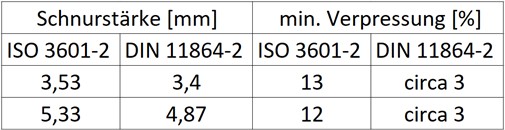
Beim Vergleich der O-Ring-Einbauräume nach DIN 11864-2, fällt auf, dass die Verformung des O-Ring-Querschnitts deutlich geringer, als nach ISO 3601-2 ausfällt. So liegt die minimal zulässige Verpressung nach ISO 3601-2 bei den Schnurstärken 3,53 mm bei 13 %, bei 5,33 mm bei 12 %, während diese bei einer Auslegung nach DIN 11864-2 bei 3,5 mm und 5,0 mm Schnurstärke minimal 3 % betragen kann.

Dichtflächenpressung bei 3,5 mm Schnurstärke mit ungünstigster Konstellation.
Die Verpressung, das heißt, die relative Verformung des O-Rings, dient dem Zweck, eine für die Dichtwirkung ausreichende Dichtflächenpressung zu erzeugen. Bei einem Einbauraum nach ISO 3601-2 kann das durch die relative Verformung verdrängte Material senkrecht zur Verformungsrichtung ausweichen, womit sich der runde Querschnitt einer elliptischen Form annähert. Dagegen kann sich das durch die Verpressung verdrängte Material in einem Einbauraum nach DIN 11864-2 nur in eine Richtung hin verschieben, was einen deutlich höheren Widerstand erzeugt bzw. bei gleichen Verpressungen zu einer höheren Dichtflächenpressung führt als bei der Rechtecknut nach ISO 3601-2.
-
 O-Ring-Einbauraum nach DIN 11864-2 [Auszug aus DIN 11864-2 2017].
O-Ring-Einbauraum nach DIN 11864-2 [Auszug aus DIN 11864-2 2017]. -
 Beispielhafter O-Ring-Einbauraum nach ISO 3601-2 [Auszug aus DIN ISO 3601-2 2010].
Beispielhafter O-Ring-Einbauraum nach ISO 3601-2 [Auszug aus DIN ISO 3601-2 2010].
Flächenpressung als Maß für die Verformung
Richter[5] und Achenbach u.A.[4] verglichen mit Hilfe umfangreicher FEM-Analysen die Verpressung und die Dichtflächenpressung von Abdichtungen nach ISO 3601-2 und DIN 11864-2 am Beispiel einer repräsentativen O-Ring-Anwendung mit einem Härtegrad der O-Ringe von 70 IHRD und zwei Schnurstärken von 3,5 mm ± 0,1 mm bzw. 5,0 mm ±0,13 mm.
Ergebnis war, dass die Mindestflächenpressung einer Flanschverbindung nach DIN 11864-2 bei ungünstigsten Voraussetzungen, also größter Nut und kleinstem O-Ring-Querschnitt, nicht die minimale Dichtflächenpressung erzielt, die nach ISO 3601-2 bei einer Rechtecknut gefordert wird. Konkret ergab die Analyse der minimalen Schnurstärke von 3,4mm eine maximale Dichtflächenpressung von 1,62 MPa bei minimaler Verpressung nach ISO 3601-2. Die Sterilflanschverbindung DIN 11864-2 erzeugt dagegen nur eine Flächenpressung von 0,8 MPa. Die Vorgaben der TA Luft lassen sich damit also nicht erfüllen. Es müsste vielmehr mit unzulässig hohen Leckagen gerechnet werden.

Dichtflächenpressung bei 5,0 mm Schnurstärke mit ungünstigster Konstellation.
Das gleiche Problem existiert mit der Schnurstärke von nominell 5,0 mm (minimal 4,87 mm). Auch hier liegt die Dichtflächenpressung nach DIN 11864-2 mit 0,7 MPa unter der zu erreichenden von 1,6 MPa nach ISO 3601-2.

Erhöhung der Mindestflächenpressung durch Anpassung der unteren Toleranzen [Auszug aus DIN 11864-2 2017].
Problemlösung durch Toleranzanpassungen
Es galt somit die Mindestflächenpressung bei Montage der DIN 11864-2-Verbindungen auf die der ISO 3601-2 zu heben. Das gelingt auf einfache Weise durch das Verringern der zulässigen unteren Toleranzen der O-Ring-Schnurstärken bei den nach DIN 11864-2 verwendeten Schnurstärken. Konkret wird die Mindestflächenpressung bei der Schnurstärke von nominell 3,5 mm mit einer Schnurstärke von 3,43 mm erreicht. Hierdurch muss die Toleranz von -0,1 mm auf -0,07 mm verringert werden.. Analog ergibt sich für die Schnurstärke von nominell 5,0 mm eine Anpassung der Toleranz von -0,13mm auf -0,08 mm.
Die oberen Toleranzen von +0,1 mm bzw. +0,13 mm können belassen werden, wobei aber in der Praxis darauf zu achten ist, dass der Kraftnebenschluss bei großen Schnurstärken in Verbindung mit kleinen Nuten sicher erreicht wird.
Übertragbarkeit der Ergebnisse
Die Ergebnisse sind weiterhin auf andere O-Ring-Härten übertragbar, da der härteunabhängige Verformungsgrad und nicht die härteabhängige Flächenpressung die entscheidende Größe für die Dichtheit darstellt. Das erklärt sich daraus, dass eine härtere Dichtung (z. B. 90 IRHD/Shore A) zwar eine höhere Flächenpressung erzeugt als eine weichere Dichtung (z.B. 50 IRHD/Shore A), jedoch im Vergleich zu einer weicheren auch einen höheren Verformungswiderstand hat. Zudem braucht ein härterer Werkstoff im Vergleich zu einem weicheren eine höhere Dichtflächenpressung, um dieselbe Dichtwirkung zu erzielen. Damit kann eine niedrige Primärleckage einer O-Ring-Abdichtung in einer Rechtecknut allein über die Verpressung, das heißt, über den relativen Verformungsgrad des O-Rings, unabhängig von der Härte, ausreichend kontrolliert werden. Zur Gesamtleckrate trägt auch der Anteil durch Permeation bei, die sogenannte Sekundärleckage. Bei einer sorgfältigen Werkstoffwahl unter Berücksichtigung der Medienbeständigkeit ist der Anteil der Sekundärleckage von O-Ring-Abdichtungen an der Gesamtleckage sehr gering. Damit kann davon ausgegangen werden, dass der hier, für einen Härtegrad von 70 IRHD/ShoreA, durchgeführte Vergleich der Einbauräume in ihrer Dichtwirkung auch für andere Härten übertragbar ist.
Qualität der eingesetzten Gummimaterialien
In jedem Fall ist sicherzustellen, dass die Dichtheit auch im Betriebszustand gewährleistet ist. Das wird erreicht, indem die Qualität der Gummimaterialien einem guten Stand der Technik entspricht. Gemäß [5] empfehlen sich folgende Mindestanforderungen, beispielhaft für EPDM (peroxidisch vernetzt), FKM und FFKM.. Hierzu sind detaillierte Vorgaben in den Bestellvorschriften der Betreiber aufzunehmen.

Mindestvorgaben zur Sicherstellung der Mindestqualität
Der Druckverformungsrest (DVR) sichert dabei einen ausreichenden Vernetzungsgrad insbesondere bei hohen Betriebstemperaturen ab. Der TR10-Wert ist wichtig, damit die Glastemperatur im Betrieb nicht erreicht wird, wodurch die Dichtung ihre (reversiblen) gummielastischen Eigenschaften verlieren würde.
Zusammenfassung
Die geforderte Dichtheit nach TA Luft lässt sich für Kraftnebenschlussverbindungen analytisch und durch den Bauteilversuch praktisch nicht nachweisen.
Abhilfe schuf die Betrachtung der Verformung der O-Ringe aus Gummi nach ISO 3601-2, die sich mittels FEM-Analyse auf die Dichtflächenpressung einer repräsentativen Verbindung nach DIN 11864-2 überführen lässt. Dabei wurde festgestellt, dass bei ungünstiger Konstellation (kleine O-Ring-Schnurstärken in Verbindung mit großer Nut) die Verformung bzw. die Dichtflächenpressung so gering sein kann, dass unzulässig hohe Leckagen auftreten können. Das lässt sich ausschließen, wenn die unteren Toleranzen der O-Ring-Schnurstärken verringert werden, wodurch eine höhere Dichtflächenpressung erreicht wird, die einer ausreichenden Verpressung entspricht, welche wiederum eine TA-Luft-konforme Dichtheit sicherstellt.
Die Ergebnisse sind auf alle in der Praxis eingesetzten Härten und Materialien übertragbar, sofern qualitativ ein guter Stand der Technik von Seiten der Betreiber eingefordert wird. Die Vorgehensweise ist problemlos auf ähnlich gelagerte KNS-Verbindungen mit Gummi-O-Ringen übertragbar. Explizit gilt das nicht für andere KNS-Verbindungen, bspw. Spiraldichtungen im KNS oder Verbindungen mit FEP-ummantelten O-Ringen.
Abschließend sei festgehalten, dass alle normgerecht ausgelegten Verbindungen, also solche die die Mindestverformung nach ISO 3601-2 erreichen, die Vorgaben der TA Luft erfüllen.
Vergleich der minimal auftretenden Verpressung.
Literatur
[1] Technische Anleitung zur Reinhaltung der Luft – TA Luft; kostenloser Download unter: https://www.bmuv.de/fileadmin/Daten_BMU/Download_PDF/Glaeserne_Gesetze/19._Lp/ta_luft_neu/Entwurf/ta_luft_neu_refe_bf.pdf (07.03.2022)
[2] Umweltbundesamt, Texte 36/2020, Harmonisierung der Anforderungen an dichte Verbindungselemente wie Flanschverbindungen zur Begrenzung von diffusen leichtflüchtigen organischen Emissionen (VOC); (Ausgabe Februar 2020), https://www.umweltbundesamt.de/sites/default/files/medien/1410/publikationen/2020-02-26_texte_36-2020_flanschverbindungen.pdf (07.03.2022)
[3] Verband der chemischen Industrie e.V. , Bauteilversuch im Sinne der novellierten TA Luft, Entwurf (Stand 16. Juli 2018), https://www.vci.de/ergaenzende-downloads/2019-09-10-bauteilversuch-beschreibung-pruefbericht-vci.pdf
[4] Achenbach, M. u.a., Umsetzung der TA Luft für Kraftnebenschlussverbindungen mit Gummidichtungen, Tagungsband Dichtungskolloquium 2021, Vulkan-Verlag, Essen, 2021
[5] Richter, B., Vergleichende Gegenüberstellung je zweier O-Ring Auslegungen nach ISO 3601-2 und DIN 11864 zur Bewertung der Dichtheit, Gutachten des O-Ring-Labor-Richter (nicht veröffentlicht) für die Fa. Merck KGaA, Großbottwar, 2021
Autoren
-
 Thomas Gross, Kompetenzcenter Rohrklassenmanagement, Merck; © Merck
Thomas Gross, Kompetenzcenter Rohrklassenmanagement, Merck; © Merck -
 Manfred Achenbach, Ingenieur- und Sachverständigenbüro Achenbach © Achenbach
Manfred Achenbach, Ingenieur- und Sachverständigenbüro Achenbach © Achenbach -
 Alexander Riedl, Labor für Dichtungs- technik, FB Physikingenieurwesen, FH Münster © FH Münster
Alexander Riedl, Labor für Dichtungs- technik, FB Physikingenieurwesen, FH Münster © FH Münster -
 Bernhard Richter, Geschäftsleitung, O-Ring Prüflabor Richter © O-Ring Prüflabor Richter
Bernhard Richter, Geschäftsleitung, O-Ring Prüflabor Richter © O-Ring Prüflabor Richter











