
Pumpen für die Hochdruckhomogenisation
Aseptische Membranpumpentechnik sorgt für höchste Produktionssicherheit
-
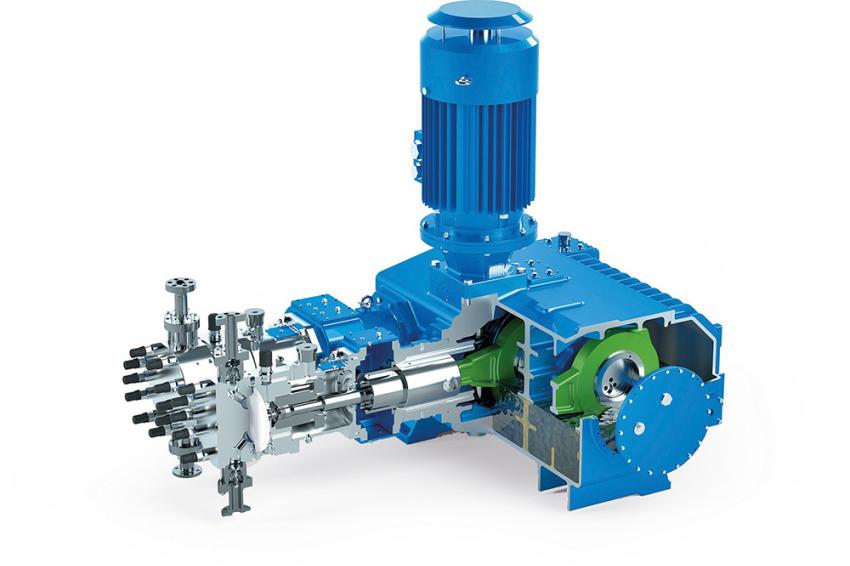 Prozessmembranpumpen zeichnen sich durch eine robuste Monoblockbauweise, eine hohe Laufruhe sowie durch vom Förderdruck unabhängige Fördermengen aus. © Lewa
Prozessmembranpumpen zeichnen sich durch eine robuste Monoblockbauweise, eine hohe Laufruhe sowie durch vom Förderdruck unabhängige Fördermengen aus. © Lewa -
 Da dem UHT-Verfahren nachgeschaltete Homogenisatoren die Lebensmittel nicht rekontaminieren dürfen, werden Hochdruckmembranpumpen verwendet werden. © Lewa
Da dem UHT-Verfahren nachgeschaltete Homogenisatoren die Lebensmittel nicht rekontaminieren dürfen, werden Hochdruckmembranpumpen verwendet werden. © Lewa -
 Hochdruckhomogenisierer bestehen neben einer Pumpe als Druckerzeuger auch aus einem hydraulischen Verbraucher, dem sogenannten Homogenisationsventil. © Lewa
Hochdruckhomogenisierer bestehen neben einer Pumpe als Druckerzeuger auch aus einem hydraulischen Verbraucher, dem sogenannten Homogenisationsventil. © Lewa -
 Der Zweck der Pumpe besteht darin, die Energie für die Dispergierung im Homogenisierungsventil aufzubringen, das zu dispergierende Fluid zu transportieren und für die genaue Fördermenge im Prozess zu sorgen. © Lewa
Der Zweck der Pumpe besteht darin, die Energie für die Dispergierung im Homogenisierungsventil aufzubringen, das zu dispergierende Fluid zu transportieren und für die genaue Fördermenge im Prozess zu sorgen. © Lewa -
 Homogenisatorpumpen verfügen über drei bis sechs Pumpenköpfe. © Lewa
Homogenisatorpumpen verfügen über drei bis sechs Pumpenköpfe. © Lewa -
 Membranpumpen sind für einen robusten 24/7-Dauerbetrieb ohne wesentlichen Verschleiß ausgelegt. © Lewa
Membranpumpen sind für einen robusten 24/7-Dauerbetrieb ohne wesentlichen Verschleiß ausgelegt. © Lewa -
 Dr.-Ing. Hans-Joachim Johl, Produktmanagement Verfahrenstechnik Life Sciences/Clean Processes, Lewa
Dr.-Ing. Hans-Joachim Johl, Produktmanagement Verfahrenstechnik Life Sciences/Clean Processes, Lewa
Die thermische Kurzzeitbehandlung wird in der Lebensmittelindustrie für verschiedenste Produkte wie Milch, Mischgetränke oder flüssige Nahrungsmittel eingesetzt, um pathogene Mikroorganismen abzutöten und die Haltbarkeit der Produkte zu verlängern. Da eine Hochdruckhomogenisation nach einer thermischen Behandlung Lebensmittel nicht wieder verunreinigen darf, ist bei allen eingesetzten Komponenten auf eine hygienegerechte bzw. aseptische Konstruktion, Materialwahl sowie Applikation zu achten. Bislang wird bei der verbauten Pumpentechnik in der Regel auf Kolbenpumpen zurückgegriffen, deren Einsatz im Hinblick auf eine aseptische Produktionssicherheit nur die zweitbeste Wahl darstellt. Denn trotz konstruktiver Berücksichtigung von Kolbenpackungen mit Sterilbarrieren und Spülvorrichtungen besteht das Risiko einer Rückverkeimung nach einer in-Prozess CIP/SIP-Reinigung. Auch führt die dadurch entstehende thermische Belastung zu einem erhöhten Verschleiß des Kolbens und dessen Abdichtsystems und damit zu einer stark reduzierten Standzeit – insbesondere bei abrasiven Inhaltsstoffen der behandelten Lebensmittel.
Eine Alternative stellen Prozessmembranpumpen dar: Sie verfügen über einen hermetisch dichten Arbeitsraum, der über die Membran von Hydraulikraum und Prozessumgebung hermetisch abgetrennt ist. Dies verhindert eine Fluidraumverunreinigung nach innen und schließt somit eine Kontamination des Prozessraumes einschließlich der Lebensmittel aus.
Lückenlose Produktionshygiene gewährleisten
Listerien in Käse, E. Coli-Bakterien in Fleisch und Salmonellen in Babymilch – in letzter Zeit häufen sich Lebensmittelskandale und Renommee-schädigende Rückrufaktionen großer Hersteller. Dies sensibilisiert zunehmend die Verbraucher und erhöht den Druck auf die Branche: Besonders bei hygienisch anspruchsvollen und empfindlichen Produkten ist es daher unerlässlich, noch genauer auf eine lückenlose Produktionshygiene mit einwandfreien hygienischen Prozessschritten zu achten, um die mikrobiologische Integrität zu gewährleisten. Dabei gilt grundsätzlich: Gute mikrobiologische Qualität und lange Stabilität im Einklang mit hohen Kundenerwartungen – bspw. im Hinblick auf gute geschmackliche Eigenschaften sowie an die Gesundheit und Nachhaltigkeit des Produkts – machen schonende und zuverlässige aseptische Herstellprozesse notwendig. Thermische Kurzzeitbehandlung (UHT-Verfahren) und konsequente nachgeschaltete aseptische Technik können hierfür eine lebensmitteltechnologisch zuverlässige Lösung bieten.
Neue Trends im Food- und -Beverage-Bereich wie „naturbelassene“ innovative Ready-to-eat-Produkte fordern die Nahrungsmittelversorgungskette hinsichtlich der Lebensmittelsicherheit heraus. Dies gilt nicht nur für steigende Erwartungen an die Frische sowie die Zusatzstoff- und Konservierungsmittelfreiheit von Produkten, wodurch andere Investitionen in die Produktionstechnologie notwendig werden als bei früheren Herstellungsprozessen. Hinzu kommen auch Crossover-Produkte zwischen Lebensmittel- und Pharmasektor wie die trinkfertigen sogenannten „Nutritional Beverages“, die teilweise hohe abrasive Feststoffanteile (bspw. durch Kalzium und Nüsse) oder mikrobiologisch empfindliche Zutaten beinhalten. Für deren Produktion sind Erfahrungen aus dem pharmazeutischen GMP-Umfeld von Vorteil.
Dabei werden Nahrungsergänzungsstoffe mit funktionellen Milchproteinquellen, Früchten und Aromen zu neuartigen Getränken kombiniert, die abhängig von ihren Säure- und pH-Werten besonderes Augenmerk bei der Herstellung benötigen. Diese hohen Anforderungen gelten auch speziell für die Formulierung von Babynahrung und hochkalorischer klinischer Ernährung (Enterale/Parenterale Flüssignahrung). Bei der Verarbeitung kommen im Besonderen auch der Pumpentechnik zentrale Aufgaben zu: etwa bei der Rohmaterialienzuführung und der rezepturgerechten Formulierung; darunter das proportionale Dosieren und Mischen von Zutaten. Da die Endprodukte idealerweise bei Raumtemperatur gelagert werden und dabei lange haltbar bleiben sollen, empfiehlt sich auch hier eine kurze thermische Behandlung als optimale Technologie mit hoher Abtötrate fremder Keime – in Kombination mit einer nachfolgenden aseptischen Hochdruckhomogenisierung mit Membranpumpentechnologie. Dies verhindert eine Rekontamination und gewährleistet eine schonende Produktbehandlung.
Rückstandsfreiheit und mikrobielle Sicherheit
Die Hochdruckhomogenisation ist dabei ein besonders anspruchsvolles Anwendungsfeld für die Pumpentechnik: Die dafür eingesetzten Anlagen bestehen neben einer Hochdruckpumpe als Druckerzeuger auch aus einem hydraulischen Verbraucher, dem sogenannten Homogenisationsventil. Die Aufgabe der Pumpe besteht darin, die Energie für die Dispergierung im Ventil aufzubringen, das zu dispergierende Fluid zu transportieren und für die exakte Fördermenge im Prozess zu sorgen. Generell können Homogenisatoren grob in folgende Stufen eingeteilt werden:
- Nieder-/Mitteldruckhomogenisation: 50–500 bar (typischerweise in der Nahrungsmittelindustrie, etwa bei circa 400 bar mit steigender Tendenz)
- Mitteldruckhomogenisation: 500–700 bar (in chemischen, kosmetischen und anderen Industrien)
- Hochdruckhomogenisation: 700–2.000 bar (z. B. für den Zellaufschluss zur Metabolitfreisetzung in der biotechnologischen Industrie oder die pyrogenfreie Liposomenherstellung in der Pharmaformulierung)
- Ultrahochdruckhomogenisation: 2.000–40.000 bar (für die Keimabtötung/Konservierung von Lebensmitteln)
Die Hochdruckhomogenisierung dient im Wesentlichen der Zerkleinerung und dem Mischen von Komponenten in einer Emulsion oder Dispersion. Bekanntestes Beispiel dafür stellt die Milchhomogenisierung dar, bei der die Fettagglomeration (Aufrahmen) verhindert werden soll. Dabei darf die eingesetzte Technik die Qualität der Produkte nicht beeinträchtigen. Dies gilt im Besonderen für Säuglingsnahrung: Hier ist es das Ziel, über die Komponentenwahl bei der Herstellung den Eigenschaften von Muttermilch möglichst nahe zu kommen. Absolute Rückstandfreiheit und höchste mikrobielle Sicherheit sind hierfür eine grundlegende Voraussetzung. Diesen Ansprüchen müssen die aseptischen Anlagen und die in ihnen verbauten verfahrenstechnischen Apparate – wie z. B. die Pumpen – hinsichtlich Materialwahl und Konstruktion genügen. Jeder Kompromiss oder Installationsfehler stellt eine potentielle spätere Kontaminationsquelle dar.
Arbeitsprinzipien von Hochdruckpumpen für Homogenisationsanwendungen
Die oszillierenden Hochdruckpumpen, mit denen die Hochdruckhomogenisiermaschinen ausgerüstet sind, sind notwendig, um das Fluid von der Saugseite über eine Feedpumpe (in der Regel eine Kreiselpumpe) mittels Druckerhöhung auf die Homogenisationseinheit (ein- oder zweistufiges Ventil) zu fördern. Homogenisatorpumpen sind mit drei bis sechs Pumpenköpfen ausgerüstet. Prozesssmembranpumpen zeichnen sich durch eine robuste Monoblockbauweise sowie aufgrund des integrierten Schneckengetriebes mit hoher hydraulischer Leistung durch eine hohe Laufruhe aus. Anwendungsspezifisch ausgelegte verschleiß- und hygieneoptimierte Fluidventile sorgen auf Saug- und Druckseite der Pumpe für eine zuverlässige Förderung. Die Einstellung automatisierter Homogenisationsventile erfolgt meist pneumatisch. Die Tröpfchengröße beim Homogenisieren entsteht im Wesentlichen durch Kavitation, turbulente Scherströmung und Pralleffekte in der Kammer nach dem Homogenisierspalt im Ventil. Die Fördermenge einer oszillierenden Membranprozesspumpe selbst fällt bei inkompressiblen Fluiden nur unwesentlich mit steigendem Druck ab und kann als nahezu konstant betrachtet werden. Druckschwankungen zwischen oszillierender Pumpe und Homogenisierventil kann durch pulsationsglättende Maßnahmen begegnet werden: durch die geeignete Wahl der Betriebspunkte der Pumpe und durch rohrleitungsseitige Dämpfungsmaßnahmen. Dabei können im Rahmen einer Pulsationsstudie sehr spezifische dynamische Simulationsprogramme bei der Auslegung unterstützen.
Für Homogenisationsaufgaben nach einer UHT-Behandlung müssen die Homogenisationspumpe und das Homogenisationsventil konsequenterweise aseptischen Anforderungen genügen, damit die Integrität der behandelten Produkte gewahrt bleibt. Bei vielen heute noch eingesetzten Pumpen handelt es sich jedoch in der Regel um Kolbenpumpen. Bei diesem Typus von Aggregat ist zu beachten, dass Kolbenpackungen mit Sterilbarrieren und Spülvorrichtungen konstruktiv vorgesehen sein müssen, um eine Rückverkeimung nach einer in-Prozess CIP/SIP-Reinigung zu bekämpfen. Zudem können Verunreinigungen durch Kolbenabrieb im Packungsbereich bei dieser Pumpenklasse nicht ausgeschlossen werden. Die bessere Wahl für aseptische Prozesse stellt daher die Ausrüstung von Homogenisierschritten mit hermetisch dichten Prozessmembranpumpen dar.
Membranpumpentechnologie schließt Fluidkontamination aus
Die Membranpumpe kann als erfolgreiche Weiterentwicklung der Kolbenpumpe angesehen werden, die – bezogen auf sogenannte Triplex-Membranpumpen (drei Pumpenköpfe) – einen Wirkungsgrad von bis zu 95 % erreicht. Sie zeichnet sich generell durch einen geringen Verschleiß sowie durch vom Förderdruck nahezu unabhängige Fördermengen aus. Ihr großer Vorteil in Bezug auf die Homogenisation liegt darin, dass Membranpumpen konstruktionsbedingt ohne dynamische Dichtungssysteme arbeiten. Somit ist ein hermetisch dichter Arbeitsraum gewährleistet: Es gibt weder eine Emission beziehungsweise einen Substrataustritt nach außen, noch einen Keimeintritt nach innen, so dass eine Kontamination des Fluids ausgeschlossen werden kann. Damit ist die Membranpumpe für anspruchsvolle Einsätze prädestiniert. Sie eignet sich bspw. für Medien, die absolut leckagefrei und betriebssicher gefördert werden müssen, da sie gefährlich oder abrasiv sind und keinesfalls in die Produktionsumgebung gelangen dürfen oder – wie beim Beispiel Säuglingsnahrung – kontaminationsfrei und steril bleiben müssen.
Eine hygienegerechte oder aseptische Applikation erfordert zusätzliche spezielle Anpassungen an den Membranpumpenkopf: Geeignetes Pumpenkopfmaterial wie Edelstahl 1.4404 oder alternativ besonders korrosionsbeständige austenitische Werkstoffe wie etwa 1.4439 oder 1.4462 (Duplex), polierte Oberflächen mit einem RA-Wert < 0,8 µm und totraumarme sowie spaltfreie Fluidräume können wiederholte effiziente CIP/SIP-Reinigungsschritte ermöglichen und damit einen sterilen Betrieb ohne Demontagen sicherstellen. Die Konstruktion und Installation der Pumpe sollte allerdings periodische Überprüfungen der Reinigungsergebnisse zulassen, ohne dabei die Minimierung steriler Schnittstellen in der Rohrleitungsführung aus dem Blick zu verlieren. Richtlinien wie die der European Hygienic Engineering Design Group (EHEDG) – insbesondere Dokument 17 („Hygienic Design of Pumps, Homogenizers and Dampening Devices“) – oder die 3-A Sanitary Standards 44-03 („Sanitary Standards for Diaphragm Pumps“) und 04-05 („Sanitary Standards for Homogenizers and Reciprocating Pumps“) geben Hinweise, wie Pumpen für die Nahrungsmittelindustrie konstruiert und installiert sein sollten. Hygienegerechte Konstruktionsaspekte hinsichtlich Reinigung und Entleerbarkeit von Pumpen, Ventilen und Rohrleitungen von Sterilanlagen für die Auslegung aseptischer Prozessanbindungen von Membranpumpen können auch dem Standard ASME BPE in der jeweils gültigen Fassung entnommen werden.
Prozessmembranpumpen können je nach Prozessanforderung und erforderlicher Druckstufe mit einer EU 10/2011-konformen, mehrlagigen PTFE-Membran (bis 700 bar) ausgerüstet werden. Dieser Schritt von der Kolben- zur Membranpumpentechnik trägt bspw. im Fall von Milchprodukten wesentlich dazu bei, dass ein Prozess ohne unerwünschte Mikroorganismen über die notwendige Prozesszeit bis zur nächsten CIP/SIP-Reinigungskampagne aufrechterhalten werden kann. In konsequenter Weiterführung einer aseptischen Prozesskette sind hermetisch dichte Hochdruckmembranpumpen ebenso geeignet, Sprühtürme mit den aseptischen und besonders hygienisch empfindlichen Produkten zu beschicken.
-
Prozessmembranpumpen zeichnen sich durch eine robuste Monoblockbauweise, eine hohe Laufruhe sowie durch vom Förderdruck unabhängige Fördermengen aus. © Lewa
-
Da dem UHT-Verfahren nachgeschaltete Homogenisatoren die Lebensmittel nicht rekontaminieren dürfen, werden Hochdruckmembranpumpen verwendet werden. © Lewa
-
Hochdruckhomogenisierer bestehen neben einer Pumpe als Druckerzeuger auch aus einem hydraulischen Verbraucher, dem sogenannten Homogenisationsventil. © Lewa
-
Der Zweck der Pumpe besteht darin, die Energie für die Dispergierung im Homogenisierungsventil aufzubringen, das zu dispergierende Fluid zu transportieren und für die genaue Fördermenge im Prozess zu sorgen. © Lewa
-
Homogenisatorpumpen verfügen über drei bis sechs Pumpenköpfe. © Lewa
-
Membranpumpen sind für einen robusten 24/7-Dauerbetrieb ohne wesentlichen Verschleiß ausgelegt. © Lewa
-
Dr.-Ing. Hans-Joachim Johl, Produktmanagement Verfahrenstechnik Life Sciences/Clean Processes, Lewa











