
Online-Feuchtesensorik: Intelligente Köpfe
24.06.2013 -
-
 Abb. 1: Berührungslos messender Prozesssensortyp Moist T
Abb. 1: Berührungslos messender Prozesssensortyp Moist T -
 Abb. 2: Uninstallierter Prozesssensortyp Moist PP (PP steht dabei für Patch Process)
Abb. 2: Uninstallierter Prozesssensortyp Moist PP (PP steht dabei für Patch Process) -
 Abb. 3: Berührungslose Feuchtmessung nach dem Durchstrahlungs-, oder Transmissionsmessprinzip
Abb. 3: Berührungslose Feuchtmessung nach dem Durchstrahlungs-, oder Transmissionsmessprinzip -
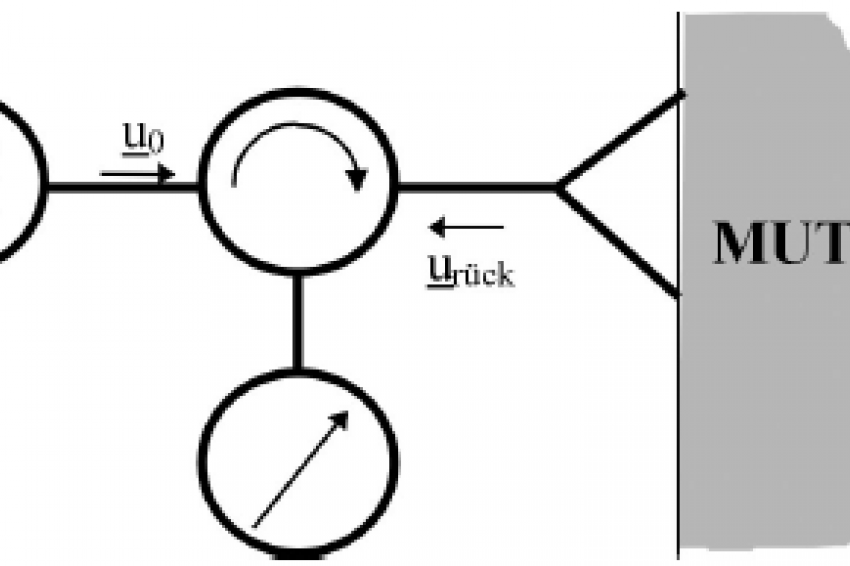 Abb. 4: Berührende Feuchtemessanordnung nach dem Resonatorprinzip (Moist PP)
Abb. 4: Berührende Feuchtemessanordnung nach dem Resonatorprinzip (Moist PP)
Intelligente Köpfe – Online-Feuchtesensorik mit Mikrowellen-Technologie für Schüttgüter. Die Herstellung der meisten industriellen Pulver und Schüttgüter ist ein sensibler Prozess, bei dem geringfügige Änderungen der stofflichen Parameter zu erheblichen Abweichungen der Qualität führen können.
Eine der wichtigen Stoffgrößen ist die Materialfeuchte. Im Herstellungsprozess führen Schwankungen der Materialfeuchte zur Gefährdung der gewünschten Produktqualität. Modulare Mikrowellensysteme von hf sensor bieten hierfür die Lösung.
Dank kontinuierlicher Online-Überwachung detektieren sie Feuchteschwankungen in der Schüttgutherstellung und -verarbeitung. Eine Qualitätssicherung wird folglich besser gewährleistet und zugleich transparenter.
Seit 1996 entwickeln und fertigen Ingenieure und Techniker der mittelständischen hf sensor mit Sitz in Leipzig zerstörungsfreie, portable Feuchtemesstechnik.
Im Jahre 2002 kam es zu ersten Überlegungen, eigens für Prozessanwendungen komplette Mikrowellen- Messsysteme anzubieten. So entstand ein Baukastensystem verschiedener Feuchtesonden, das für jede Applikation den entsprechenden, passenden Sensortyp enthält.
Ziel dieser Anstrengungen war es zum einen, Feuchtesensoren unterschiedlicher Eindringtiefen für verschiedene Messanordnungen zu konzipieren. Zum anderen wollte man eine Prozessmesstechnik anbieten, um bislang aufwändige Offline-Feuchtemessungen zu ersetzen.
Premiumtechnologie Mikrowelle
Die elektronisch umsetzbaren Wirkprinzipien zur Materialfeuchtebestimmung sind meist indirekter Natur. Dies bedeutet immer die Notwendigkeit der Kalibration des (elektrischen) Messsignals auf das zu messende Material und die zugrunde liegende Anordnung.
Die Kalibration stellt den Bezug zu den physikalischen und chemischen Eigenheiten verschiedener Materialien her, die sich in einem materialtypischen Wasseranlagerungsverhalten und in materialabhängigen Kalibrierkurven äußern.
Von den elektronisch umsetzbaren Wirkprinzipien, speziell den indirekten Messverfahren, eignet sich am besten die Mikrowelle zur schnellen Feuchtemessung in Schüttgütern und Pulvern.
Die hohe Genauigkeit der Messergebnisse, die Schnelligkeit und somit Einsatzfähigkeit an bewegten Messgütern wie auch die wahlweise Erfassung großer und kleiner Messvolumina sind wesentliche Vorteile der Mikrowellen-Feuchtemessung.
Die Tatsache, dass es sich bei Mikrowellen um elektromagnetische Wellen handelt, macht zerstörungsfreie Messanordnungen realisierbar. In manchen Fällen lassen sich diese Messanordnungen sogar berührungslos arrangieren.
Dank der verwendeten schwachen Sendeenergie der Mikrowellen- Feuchtemesstechnik führt diese zu keinerlei Materialerwärmung oder -veränderung und minimiert so das Risiko, Messgut oder Messvorgang an sich zu beeinträchtigen.
Gleichfalls können im Vergleich zu Leitfähigkeits- und Kapazitätsmessungen weitere eventuelle Störeinflüsse wie Ankopplungsprobleme, Materialverklebung oder Leitfähigkeitseigenschaften von Materialien vernachlässigt werden.
Darüber hinaus sind mit der Mikrowellenfeuchtemessung auch Aussagen zur Kernfeuchte möglich.
Gerade dieses Alleinstellungsmerkmal grenzt die verschmutzungs-resistente Mikrowellenmesstechnik von optischen Feuchtemessverfahren ab.
Die Sensoren lassen sich einfach installieren, wobei der jeweils eingesetzte Messkopf durch ein korrosionsfestes dielektrisches Fenster vor Materialeinwirkungen geschützt bleibt und so nahezu wartungsfrei ist.
Die Messraten können nach Anwendung und Kundenwunsch variiert werden, woraufhin schnelle dynamische Prozesse bis in den Millisekundenbereich hinein erfasst werden können.
Grundlagen der Mikrowellen-Feuchtemessung
Mikrowellenmessverfahren zur Materialfeuchtebestimmung gehören zu den dielektrischen Feuchtemessverfahren. Diese basieren auf den herausragenden dielektrischen Eigenschaften des Wassers.
Wasser ist ein polares Molekül, d.h. die Ladungsschwerpunkte fallen innerhalb des Moleküls örtlich nicht zusammen. Deswegen richtet sich das Wassermolekül in einem von außen angelegten elektrischen Feld in einer Vorzugsrichtung aus, es ist polarisierbar.
Wird ein elektromagnetisches Wechselfeld angelegt, dann beginnen die Moleküle mit der Frequenz des Feldes zu rotieren (Orientierungspolarisation). Der dielektrische Effekt ist bei Wasser besonders stark ausgeprägt, sodass sich auch kleine Wassermengen schon gut detektieren lassen.
Material- und anwendungsabhängig liefert die Mikrowellen- Messmethode hochgenaue Ergebnisse bis zu 0,1 % mit einer erreichbaren Reproduzierbarkeit von 0,1 %.
Mikrowellentechnische Wirkprinzipien in Anwendung
Gerätelösungen zur Materialfeuchtemessung waren bislang auf eine oder wenige Anwendungen zugeschnitten, abhängig von der Materialkalibrierung. Einen neuen Ansatz gestattet das mikrowellenbasierte Materialfeuchtemesssystem Moist xP.
Angesichts seiner Baukastenstruktur kann es je nach Anwendung spezifisch zusammengesetzt werden. Grundlage des Systems sind zwei Feuchtesensoren, die unterschiedliche Eindringtiefen gewährleisten und auf bestimmten mikrowellentechnischen Wirkprinzipien basieren.
Der erste Feuchtesensortyp ist der Moist PP. Dieser lässt sich den reflektiven Messmethoden zuordnen.
Bei diesen wird aus einer Antenne eine elektromagnetische Welle ins Material eingestrahlt. Gemessen wird sowohl die ins Material hineinlaufende wie auch die vom Material reflektierte Welle.
Der gemessene Reflektionsfaktor ist ein Maß für die dielektrischen Eigenschaften des Messguts, die von der Materialfeuchte stark beeinflusst werden. Moist PP enthält eine Antennen-Anordnung, die Eindringtiefen bis zu 30 cm ermöglicht. Er ist speziell dafür geeignet, die Feuchte im Volumen des Messguts zu ermitteln. Der zweite Feuchtesensortyp ist der Moist RP.
Diese Sonde arbeitet ebenfalls reflektiv, doch ist sie mit einem offenen Resonator statt einer Antenne ausgestattet. Resonante Messverfahren nutzen die Änderung von Resonanzparametern eines schwingungsfähigen Gebildes, in diesem Falle von Mikrowellenresonatoren.
Messverfahren, die nach diesem Prinzip arbeiten, lassen sich insbesondere dort gut einsetzen, wo es besonders auf die Auflösung und Reproduzierbarkeit der Messergebnisse ankommt.
Der Oberflächenmesskopf Moist RP erreicht Eindringtiefen bis zu 6 cm und ist dafür vorgesehen, die Feuchte in oberflächennahen Schichten des Messguts zu ermitteln.
Die Montage von MOIST PP und RP erfolgt üblicherweise mittels Flansch, wobei die Messköpfe durch ein hochfrequenzoptimiertes Kunststofffenster (PEEK/PEI) stets geschützt bleiben.
Der dritte Prozesssensortyp Moist T steht für ein weiteres mikrowellentechnisches Wirkprinzip, das Durchstrahlungsprinzip oder Transmissionsprinzip. Bei der Transmissionsmessung wird die feuchte abhängige Änderung der Dämpfung in einer Messstrecke ausgewertet und in die eigentliche Messung der dielektrischen Verluste mit einbezogen.
Die dielektrischen Verluste kommen durch die feste Bindung der Wassermoleküle aneinander zustande und entsprechen einer „inneren Reibung".
Selbige ist prinzipiell immer vorhanden und führt beim Eintrag hoher Leistungen zur Erwärmung - der bekannte Effekt in der Küchenmikrowelle. Die dielektrischen Verluste können aber auch mit sehr viel kleineren Leistungen messtechnisch ausgewertet werden.
Bei der Mikrowellen- Transmissionsmessung erfolgt dies durch eine Bestimmung der Dämpfung im Messpfad. Je höher die Dämpfung im Mikrowellenfeld, desto höher ist auch die reale Feuchte.
Das Material muss in dieser Art der Anordnung grundsätzlich nicht kontaktiert werden, sodass berührungslose Messungen problemlos möglich sind. Das Transmissions-Feuchtemesssystem Moist T besteht aus einem Mikrowellensender und -empfänger, die beispielsweise oberhalb und unterhalb von Förderstrecken installiert werden.
Darüber hinaus enthält das System eine Steuerungseinheit sowie einen optionalen Sensor zur Abstandskompensation schwankender Materialhöhen. Je nach Anwendung ist Moist T für die Durchstrahlung von Materialschichten bis zu 500 mm geeignet.
Dank einer Kunststoffabdeckung bleibt auch das Interieur dieses Sensors jederzeit vor eventuellen Störungen, z. B. Materialspritzern, geschützt.
Alle Moist-Feuchtesonden sind intelligente Messköpfe mit integriertem Mikrocontroller. Sie können für einfache Anwendungen im Standalone- Betrieb genutzt werden. Für die Lösung schwierigerer Feuchtemessprobleme empfiehlt sich die Kombination mit dem Steuergerät Moist Control 100.
Die kompakten und robusten Sonden können für alle Arten von Feuchtemessungen in Feststoffen und Schüttgütern verwendet werden.
Mit den verschiedenen, zur Verfügung stehenden Applikatoren decken sie Volumina zwischen 5 cm3 und 50 l ab, in denen die Feuchte erfasst wird.
Im standardmäßig zulässigen Temperaturbereich von 0 bis 70 °C messen die Sonden materialabhängig die Feuchte in einem Bereich von 0 bis 80 %.
Nutzen und Ausblick
Richtig angewendet heißt präventiv eingesetzt. Das Feuchtemesssystem Moist xP dient als qualitätssichernde Maßnahme, die der Früherkennung von Feuchteänderungen in Produktionsprozessen dient.
Wie eingangs erläutert wurde, ist eine Feuchtebestimmung in vielen Produktionsprozessen unerlässlich, um die gewünschte Produktqualität sicherzustellen. Betrachtet man beispielsweise den Fall der Herstellung von hygroskopischen Produkten (etwa Farbpigmenten) so ist es ratsam, prinzipiell eine qualitätssichernde Prozessfeuchtemessung durchzuführen, um eine gleichbleibend hohe Qualität erzeugen und anbieten zu können.
Das Prozessmesssystem trägt grundsätzlich dazu bei, Zeit und Personal einzusparen, die man sonst für aufwändige Labormessungen benötigt. Obendrein sind Laborfeuchtemessungen dem eigentlichen Prozess zeitlich hinterher, wonach ein echtes Prozessabbild dadurch nicht gegeben sein kann.
Durch die Bereitstellung von hochgenauen, reproduzierbaren Echtzeit-Feuchtewerten liefert Moist xP wichtige Anhaltspunkte, die zur weiteren Prozesssteuerung genutzt werden können.
Dadurch werden Produktionsprozesse sicherer und die Gesamtwirtschaftlichkeit gesteigert. Moist xP hat sich bereits in vielen Anwendungen aus den Bereichen „Pharma" und „Food" bewährt.
Neben der Fähigkeit, Feuchte in Pasten, Breien, Schlämmen, Pulvern, granulierten Schüttgütern, pharmazeutischen Grundstoffen, Keramik und Farbpigmenten zu messen, kommt das System auch im Lebensmittelbereich zum Einsatz. Erprobte Anwendungen sind hier z. B. Prozess-Feuchtemessungen in der Hopfen- und Kräutertrocknung sowie in Zucker, Malz und Getreide.
Die Korrelation zwischen Sensorsignal und Materialfeuchte ist in manchen Fällen so gut, dass selbst die Reproduzierbarkeit der Referenzmessungen per Feuchtewaage übertroffen werden.
Dipl.-Soz. Sebastian Vogelei
hf Sensor GmbH, Leipzig
Tel.: 0341/4972612
Fax: 0341/4972622
sales@hf-sensor.de











