
Shining A Light
New Routes in Process Chemistry and Plant Conception
-
 The “Copiriders” – 15 European partners with equally shared development of academic and industrial contributions.
The “Copiriders” – 15 European partners with equally shared development of academic and industrial contributions. -
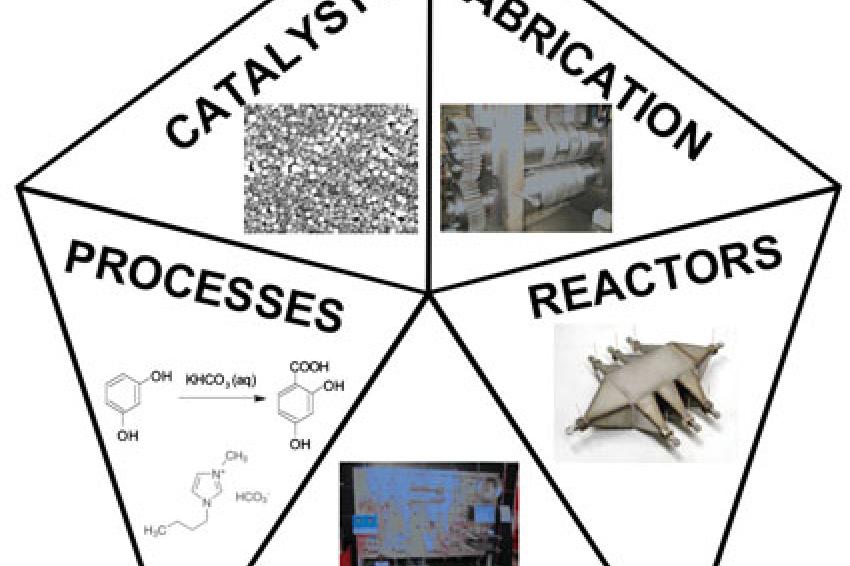 Five prime development issues for future intensified processing and plants.
Five prime development issues for future intensified processing and plants. -
 Production-type modular container plant in front of the Evonik-Degussa Process engineering building.
Production-type modular container plant in front of the Evonik-Degussa Process engineering building.
Flow Chemistry - These days, the chemical market is under considerable cost and ecological pressure, in view of the new emerging markets and production capabilities in Asia, increasing customer expectations, questing new product solutions and rising environmental awareness. The improvement of conventional production processes on its own is not sufficient anymore; rather a paradigm shift for the process chemistry and plant conception is requested, which can be summarized as process intensification (PI). This change from gradual to step-change improvements demands strong interdisciplinary cooperation on the conceptual level among chemistry, catalysis, applied physics, mechanical engineering, materials science, process automation, etc.
Flow chemistry is a central enabler for process intensification by exerting superior control on microfluidic phenomena, also being the last performance-determining step in macroscopic processing, e.g. regarding the role of micromixing in turbulence fields. A preferred concept for this is micro-process technology, which is the integration of microstructured reactors and separation units into such tailored conti-process design. Recently, this has been complemented by "milli-technologies," relying on small packed columns, tube reactors, plate reactors with innovative foams, etc. State-of-the-art of process intensification via micro process technology is:
- Diverse demonstration runs for dedicated, home-built pilot plants in industrial environments using stock laboratory equipment;
- Availability of microstructured reactors for pilot plants. Scarcity of production-suited designs with large outer extensions, high degree of numbering-up and system integration; and
- Demonstration of process intensification at the stage of reaction; but not for separation. Missing holistic view for the whole process development cycle.
The Copiride project - coordinated by the Institut for Mikrotechnik Mainz (IMM), with 16 partners and a budget of €17 million for 3.5 years - will go beyond that state-of-the-art targeting at holistic, comprehensive and integrated process/plant development, focusing on the five key issues for process intensification - catalysts, fabrication, reactors, plants and processes.
Process Chemistry
The following process chemistries will be transferred from batch to continuous (flow chemistry) processing within Copiride and comprise chemical core processes and more recent chemical transformations utilizing renewable resources. Typical processing capabilities, for example, of the two demonstration reactions based on polymer chemistry will be scaled up in one step from lab to 200 t/y.
- Epoxidation (Mythen)
- Biodiesel production (Chemtex)
- Ammonia production (ITI Energy)
- Polymer chemistry reaction 1 (Evonik-Degussa)
- Polymer chemistry reaction 2 (Evonik-Degussa)
- Sugar oxidation and hydrogenation (Åbo Akademi)
The transfer from batch to continuous allows benefits to be achieved by improved heat and mass transfer from flow chemistry processing, e.g. giving better selectivities and safety gains. In view of the holistic ambition of COPIRIDE and of the quest for considerably improved competitiveness and sustainability at European level, however, this is not enough. Most often reactions are too slow even under flow chemistry conditions, which reduces productivity and accordingly cost and ecological benefits.
Within Copiride, a project-developed concept - Novel Process Windows - will be applied for the first time to speed up reactions by an order of magnitude, which will give a massive boost to sustainability and cost competitiveness. Such intensified processing needs a new process control and plant architecture which further adds sustainability and cost benefits (at the process level). This change in process and plant conception affects the whole production technology, e.g. the new plants are mobile (fence-to-fence), allow distributed processing at the site of resources and consumers; also contributing in this way to reducing the transportation issues associated with today's world-scale plants.
In a way, this is an attempt to break the "economy of scale" by the "economy of downscaling." Finally, moving to "unknown continents" demands a sextant to navigate the right course - thus, cost and ecological evaluation criteria are a constituting element within Copiride. The novel processes will not only be evaluated in depth after demonstration, but before to ensure a good selection and maximization of process intensification - to shine light into the fascinating, but yet unknown.
Intensified Kinetics
Windows provide panoramas and are gateways to such charming landscapes - intensified processing through Novel Process Windows gives a chance to explore new horizons for the synthetic and processing industry. Most of the chemistry and processing were developed in the past for apparatus capable of slow processing in the time frame of hours. With newly introduced process intensification apparatus for millisecond and second-processing - microstructured reactors - the question is whether there is any means to speed up chemistry.
Process windows suited for microprocessing are often remote from the classical process sheets - shifted to harsher conditions (higher temperature, higher pressure, higher concentration/solvent-free, explosive or thermal runaway regime) and utilizing process integration in time and space (all-at-once, direct route, one flow-multi-step, transform to catalytic) - termed Novel Process Windows. Via intensification, space-time yields and the productivity of the reactor can be increased by orders of magnitude, new chemical transformations are feasible and other dramatic performance boosting is achieved.
Fence-to-fence Container Plants
Copiride takes the approach of developing a multifunctional and all-purpose plant platform. The Evotrainer is a modern, compact and highly efficient process and plant concept covering the whole manufacturing chain to the chemical product in one system - including reactant, product, by-product supply and storage, reaction and purification. In a preferred solution, a container format is used, which is common in transport.
The Evotrainer is divided in several cabinets for logistics, reaction/purification, and instrumentation and control with separate placement of the process control and e-technique units. This allows the realization of efficient solutions for safety concept, warranty of on-the-job and environmental safety standards, process control, utility equipment, construction, mounting concept, reactant and product logistics, cross compliance, and maintenance. It supports standardization of components and modules. Main advantages are also a short assembly time and a drastic cost reduction in terms of a low cost investment (LCI) plant. This concept is ideally suited for apparatus for process intensification - in particular milli- and micro-process technological apparatus.
The continuous processing with smaller apparatus leads to a decrease in plant footprint and lower investment costs. This Evotrainer concept is a mobile chemical development platform, which can be upgraded to a production plant of a capacity of some 100 t/y. The platform has high flexibility concerning diverse chemical syntheses and correspondingly diverse products. The Evotrainer concept focuses particularly on the manufacture of specialty products with tonnage which is at present typically made as campaign products in conventional multi-product plants. The container approach has advantages in terms of changeover costs and time, and purification of the plant for new campaigns.
Sustainability and Cost Reduction
The combination of life cycle assessment (LCA) and life cycle costing (LCC) provides a suitable evaluation tool to consider the environmental as well as economic part of sustainability that can be achieved by the Copiride project. In contrast to a single evaluation of the process step under development, upstream and downstream processes are considered, too. For iterative screening and hot-spot detection at the beginning, simplified assessment methods are used, providing enhanced innovation in process development through selection of best process and material alternatives over the whole life cycle by simultaneous evaluation of ecological and economic criteria under consideration of chemical, technical and safety constraints. At last, the evaluation step ends with a PI-based ranking of alternatives according to their overall level of attractiveness.
Thus, the coupling of life cycle based assessment methods with multi-criteria decision making (MCDM) provides a powerful decision making tool for sustainable process development. This ensures an early-bird view of the viability of the different process intensification concepts under investigation in terms of financial feasibility, cost efficiency and environmental impact, but also shows weak points and key figures for further improvement. This superficial screening is refined and narrowed down in parallel to the ongoing process development and optimization in several optimization-evaluation-loops. In the end, the environmental impacts and costs of the intensified chemical processes will be quantified within holistic LCA and LCC analyses and compared to the existing counterparts they shall replace.
Contact
Institut für Mikrotechnik Mainz GmbH
Carl-Zeiss-Str. 18-20
55129 Mainz
Germany
+49 6131 990 0
+49 6131 990 205



