
Gegensätze vereinigt
Eine „glokale“ Lösung von Dr. Schenk zur Materialinspektion für Vliesstoffhersteller
-
 Dr. Schenck: EasyInspect mit EasyMeasure für die Qualitätskontrolle von Vliesstoff
Dr. Schenck: EasyInspect mit EasyMeasure für die Qualitätskontrolle von Vliesstoff -
 Dr. Schenck: MIDA–Bilder zur Detektion verborgener Fehler in Vliesstoffen: – Konventionell,
Dr. Schenck: MIDA–Bilder zur Detektion verborgener Fehler in Vliesstoffen: – Konventionell, -
 Dr. Schenck: MIDA–Bilder zur Detektion verborgener Fehler in Vliesstoffen: Bild Mitte – ABI,
Dr. Schenck: MIDA–Bilder zur Detektion verborgener Fehler in Vliesstoffen: Bild Mitte – ABI, -
 Dr. Schenck: MIDA–Bilder zur Detektion verborgener Fehler in Vliesstoffen: – Virtual X-Ray
Dr. Schenck: MIDA–Bilder zur Detektion verborgener Fehler in Vliesstoffen: – Virtual X-Ray -
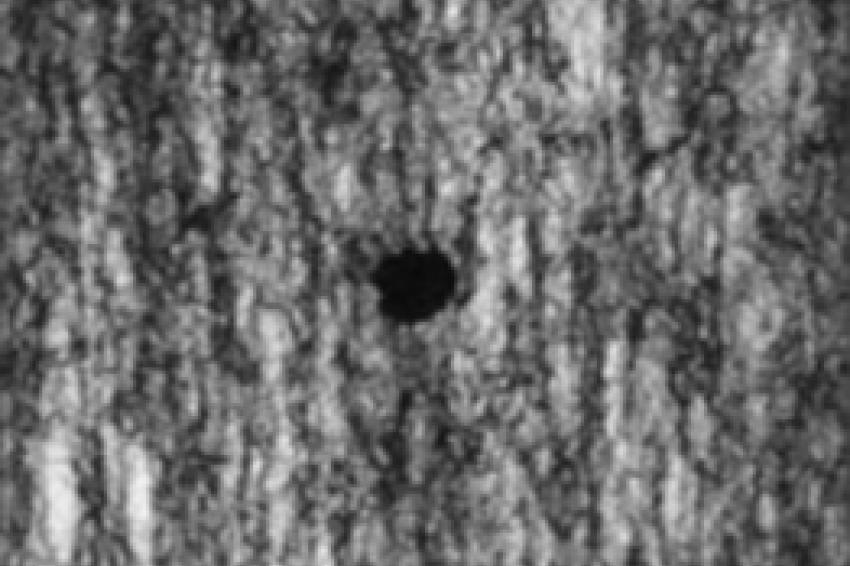
 Dr. Schenk: Originalbild aus der Kamera mit 0,2 mm Auflösung
Dr. Schenk: Originalbild aus der Kamera mit 0,2 mm Auflösung -
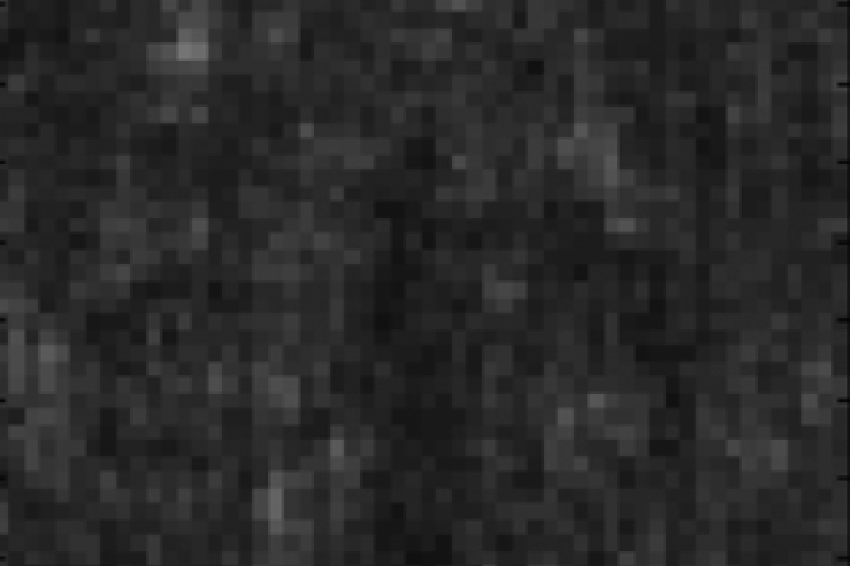
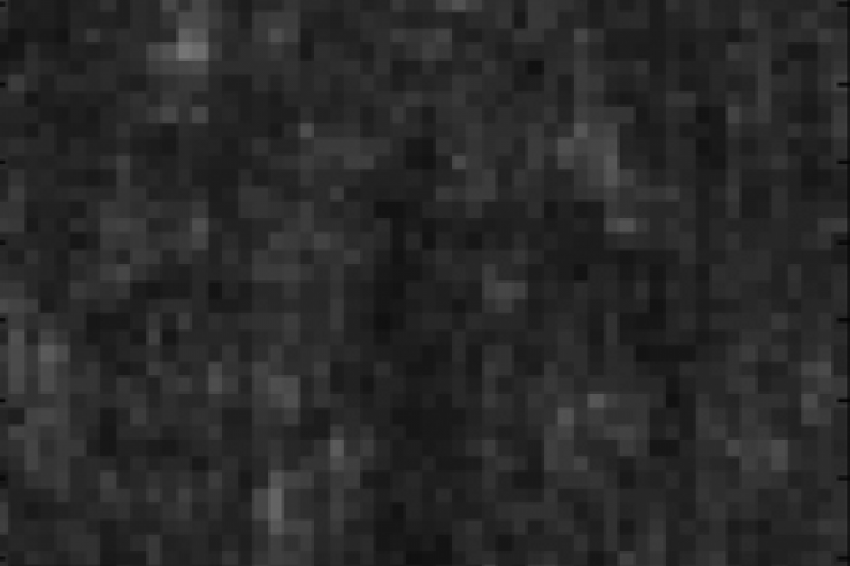 Dr. Schenk: Bild der Superpixel mit 3,2 mm Auflösung
Dr. Schenk: Bild der Superpixel mit 3,2 mm Auflösung -
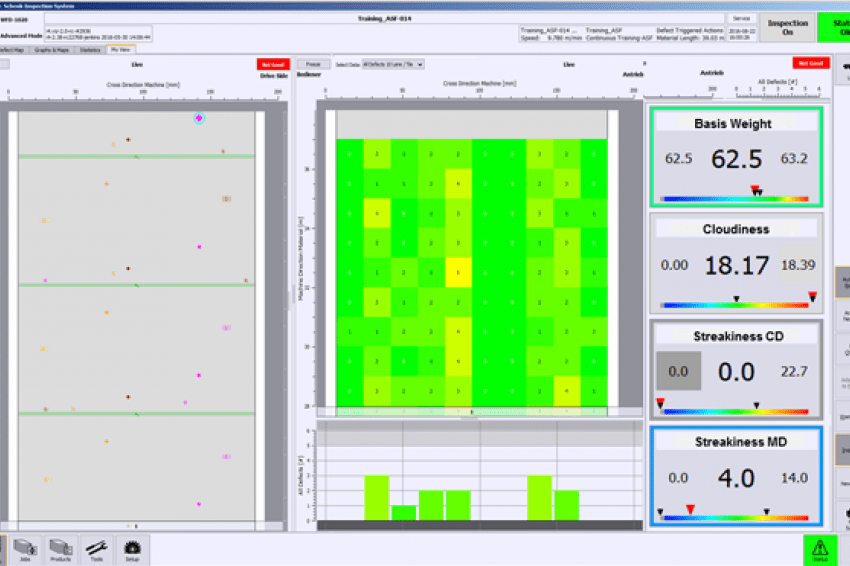 Dr. Schenck: Linke Seite: durchlaufende Fehlerkarte, Fehler werden über Symbole an entsprechender x/y-Position angezeigt; Mitte: Kamerabilder der aktuellen Fehler; Rechte Seite: Darstellung der Vliesstoffeigenschaften über die gesamte Materialbreite (oben) und die Fehlerdichte in Bahn-Querrichtung (unten).
Dr. Schenck: Linke Seite: durchlaufende Fehlerkarte, Fehler werden über Symbole an entsprechender x/y-Position angezeigt; Mitte: Kamerabilder der aktuellen Fehler; Rechte Seite: Darstellung der Vliesstoffeigenschaften über die gesamte Materialbreite (oben) und die Fehlerdichte in Bahn-Querrichtung (unten).
Existierende Kamerasysteme zur Detektion lokaler Fehler können gleichzeitig zur ganzflächigen Auswertung von Materialeigenschaften einer Vliesbahn eingesetzt werden.
Die Unternehmensstrategie des „think global, act local“ oder „going glocal“ aus den 1980er und 1990er Jahren ist auch heute aktuell. Dieses Konzept ebnete den Weg für etwas, das unvereinbar schien: das detaillierte Wissen darüber, was sich im direkten Umfeld ereignet verbunden mit dem Blick für das Ganze und dem Wissen darüber, was sich im großen Maßstab ereignet.
Dieser Wunsch der Vereinigung der scheinbaren Gegensätze von lokal und global ist heute bei Herstellern von Vliesstoffen und technischen Textilien sehr präsent. Er zeigt sich in der Form, die Kameras vorhandener Inspektionssysteme zur lokalen Fehlerinspektion auch für die flächendeckende (oder globale) Überwachung und Messung der Eigenschaften des Materials einsetzen zu wollen. Vorangetrieben wird dieses Bestreben durch bisher unerschlossene Potentiale zur Kostenreduktion, Einsparung kostbaren Produktionsraumes, Verbesserung der Materialqualität und für die Verringerung des Materialverbrauchs.
Konventionelles oder modernes AOI System?
AOI (Automatische Optische Inspektion) Systeme sind in zahlreichen Produktionen bereits im Einsatz. Typischerweise werden CCD Zeilenkameras (in letzter Zeit verstärkt Kameras mit CMOS-Technology) mit höherer Pixelauflösung und LED-Zeilenbeleuchtungen kombiniert. Betrachten wir die Fähigkeiten moderner AOI etwas genauer, um zu sehen, wie sie das maximal Mögliche an Zeit- und Kosteneinsparung in der Vliesstoffproduktion aus AOI Systemen herausholen.
Die Entwicklung von LED-Lichtquellen schreitet rasant voran. LED-Zeilen sind jetzt in verschiedenen Wellenlängen erhältlich und ermöglichen Inspektion mit verschiedenfarbigem Licht. Dies führt zu selektiver Erhöhung der Empfindlichkeit des AOI Systems für bestimmte Fehler oder Materialeigenschaften.
Hinzu kommt, dass moderne AOI Systeme die Fehlerdetektion verbessern, indem der gleiche Fehler anhand mehrerer Bilder analysiert wird, die zwar alle in einem einzigen Scan-Durchgang, aber aus unterschiedlichen Perspektiven gewonnen wurden - ein Verfahren, das auch unter dem Namen MIDA, Multiple Image Defect Analysis, bekannt ist.
Die Kameras eines Inspektionssystems blicken auf die gesamte Vliesoberfläche. Wäre es möglich, die dabei gewonnenen Bilder auch zur Bewertung von Materialeigenschaften (z. B. Basisgewicht, Formation, Beschichtungsdicke) zu nutzen, könnten damit diese Eigenschaften flächendeckend überwacht werden – ganz anders als gängige Mess-Scanner, welche als Punktmesssysteme nur kleinste Teile des Materials erfassen. Auch eine Traversierung eines solchen Messkopfs hilft nicht wesentlich weiter, da typischerweise weniger als 1 % des Materials erfasst wird und über 99 % nicht inspiziert werden.
Hinzu kommen verbesserte Qualitätsanalysemethoden moderner AOI Systeme. Sie können die Grauwertverteilung über das gesamte Material beurteilen (z. B. via Histogramm mit räumlicher Häufigkeitsverteilung der Grauwerte innerhalb bestimmter Einheiten des Materials). Dieser Ansatz ermöglicht die ausgefeilte Erkennung von Fehlerstellen, sogar in/auf Kunststofffilm mit strukturierten/texturierten Oberflächen.
Die Nadel im Heuhaufen finden – verborgende Fehler sichtbar machen
Vliesstoffmaterial ist von Natur aus optisch unruhig. Das von der Oberfläche ausgehende optische Rauschen macht es konventionellen AOI Systemen schwer, z.B. Fremdfasern oder Partikel zu entdecken. Moderne AOI haben jedoch speziell dafür zwei Asse im Ärmel:
- ABI (Adaptive Background Illumination), eine Kombination aus Reflexions- und Transmissionsbeleuchtungen;
- Virtual X-Ray, ein neues Design von extrem hellen LED-Beleuchtungen, die auch Material durchdringen können, das für das bloße Auge nicht-transparent erscheint; so detektieren sie zuverlässig selbst im Materialinneren verborgende Defekte; Konventionell ABI Virtual X-Ray.
Vom Bild zur Messung
Das häufigste Verfahren zur Beurteilung von Vliesstoffen oder technischen Textilien ist die Basisgewichtsmessung. Diese wird typischerweise mit Beta- oder Gamma-Messscannern durchgeführt, die radioaktive Strahlung verwenden, welche aufgrund höherer Energie dickere und opakere Materialien durchdringen kann.
Der erste Schritt, um ein Kamerasystem zur Messung zu verwenden, besteht im Einsatz einer stabilen Lichtquelle, die für Transmissionsmessungen leistungsstark genug ist. Dr. Schenk Sirius Light Technology (SLT) bietet Hochleistungs-LED-Lichtquellen, die so beschaffen sind, dass sie hohe und dabei auch gleichbleibende Leistung liefern.
Die Zeilenkamera als Messsensor
Um bei der Detektion kleinster Fehler im Vlies höchste Genauigkeit zu erreichen, verwendet ein Inspektionssystem die volle Auflösung. Für die ganzflächige Auswertung von Materialeigenschaften ist die sehr feine Auflösung jedoch nicht notwendig. Daher reduziert EasyMeasure die Datenmenge auf eine leichter zu handhabende Menge. Die Bilder der Sensorpixel werden zu „Superpixeln“ mit einer Grauwertauflösung von 16 Bit (d.h. 65.536 Stufen) zusammengefasst. Speziell für die Vliesstoffkontrolle werden diese „Superpixel“ zu „Kacheln“ zusammengefasst, innerhalb derer umfassende Auswertung der Grauwertverteilung erfolgen kann (z. B. Mittel-, Maximal- und Minimalwerte, Standardverteilung).
Ein praktisches Beispiel: vom Kamerabild zur Auswertung der Kacheln
Abbildung 3 zeigt das von der Kamera aufgenommene Originalbild in der vollen Auflösung. EasyMeasure fasst Pixel zu einem Superpixel zusammen, wie in Abb. 4 dargestellt. Die daraus gebildeten Kacheln fassen die Superpixel zu Teilflächen zusammen, die dann über statistische Methoden ausgewertet werden.
Darstellung der Ergebnisse
Die Ergebnisse von Fehlerdetektion und Materialmessung werden parallel mit ein und derselben Hardware errechnet. So kann der Bediener alle Messergebnisse auf einem Bildschirm simultan abrufen. Das erhöht Übersichtlichkeit und Reaktionsgeschwindigkeit und kann mit einer automatischen Warnfunktion gekoppelt werden, wenn sich die Produktion aus dem vordefinierten Prozessfenster bewegt. Der Bediener der Linie kann so sehr schnell reagieren und durch zielgerichtete Korrekturen derjenigen Parameter oder Komponenten, welche die Abweichung verursachen, die Produktion „im grünen Bereich“ halten.









