
Die energetisch günstigere Lösung
Fünfstufiger Vakuumpumpstand zur Rückgewinnung von Monomeren
-
 ZME: Granulat_
ZME: Granulat_ -
 ZME: Prinzipielles Schema
ZME: Prinzipielles Schema -
 ZME: Zwischenkühler zur Gewährleistung der vorgegebenen Maximaltemperatur
ZME: Zwischenkühler zur Gewährleistung der vorgegebenen Maximaltemperatur -
 ZME: Vor dem Einbau
ZME: Vor dem Einbau -
 ZME: Einbindung der MSR und des Kraftstromteils über lokale Klemmkästen
ZME: Einbindung der MSR und des Kraftstromteils über lokale Klemmkästen -
 ZME: Manuelle Option für die Einstellung der Frequenzumrichter
ZME: Manuelle Option für die Einstellung der Frequenzumrichter
Im Frühjahr 2014 nahm ZM Engineering fünf Vakuumanlagen zur Rückgewinnung von Styrol und zur Anfahrevakuierung in einem neu errichteten Polystyrolwerk mit einer geplanten Produktionsmenge von 50.000 t/a Polystyrol in Betrieb.
Die ZM Engineering war mit dem Detail Engineering, dem Bau, der Lieferung und der Inbetriebnahme der Anlagen vor Ort beauftragt.
Während der Polymerisation des Styrols bleibt ein Teil des Styrols als nicht umgesetztes Monomer zurück, das in einem System von Kondensatoren bei reduziertem Druck kondensiert und in den Prozess zurückgeführt wird. Darüber hinaus wird gefordert, die Restmengen an Styrol aus dem Abgasstrom von den Kondensatoren hin zu den Vakuumsystemen so vollständig wie möglich für den Prozess zurück zu gewinnen. Diese Aufgabe stellt an die Vakuumanlagen, deren Auslegung und Konstruktion besondere Anforderungen.
Ausgangssituation - Anforderungen
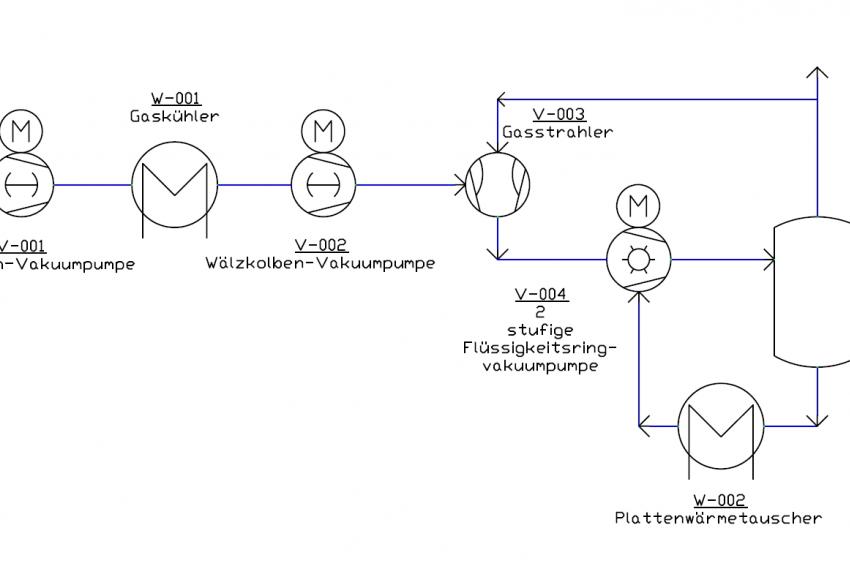
Die Vakuumversorgung soll durch zwei verschiedene Vakuumanlagen sichergestellt werden. Eine fördert einen Volumenstrom von 1244 m3/h bei 0,4 mbar (a) (PS 1), eine weitere einen Volumenstrom von 1175 m3/h bei 10 mbar (a) (PS 2). Der Aufbau von PS 1 ist in Abb. 1 schematisch dargestellt. Die beiden Vakuumanlagen PS 1 und PS 2 arbeiten unabhängig voneinander in nacheinander gelagerten Prozessschritten. Beide Anlagen sind redundant ausgeführt, eine jeweils zweite Anlage wird betriebsbereit gehalten, um in jedem Fall die Kontinuität des Polymerisationsprozesses zu gewährleisten. Das geförderte Prozessgas darf während des gesamten Verdichtungsprozesses über die fünf (PS 1) bzw. drei (PS 2) Verdichtungsstufen nicht über 80 °C erwärmt werden.
Die Vakuumanlagen PS 1 und PS 2 müssen für die unterschiedlichen Produktqualitäten in einem Regelbereich von 30 % - 100 % des konzipierten Saugvermögens regelbar sein.
- Aufgrund der abzusaugenden Prozessgase (jeweils Styrol und Ethylbenzol in variablen Zusammensetzungen) und der eingesetzten Ringflüssigkeit (ebenfalls Styrol und Ethylbenzol) waren die Vakuumanlagen in Ex II 2G IIB T2 auszuführen, die MSR-Instrumente eigensicher Ex (i).
- Die Vakuumanlagen müssen hermetisch dicht ausgeführt sein.
- Die Ausstattung mit MSR-Instrumenten und Absperrarmaturen muss die Realisierung einer ganzen Reihe vorgegebener Betriebsarten ermöglichen (An/Abfahrbetrieb, Not-Aus, manueller Betrieb, automatischer Betrieb).
Im Basic Engineering war vorgegeben, dass Flüssigkeitsringpumpstände in Kombination mit Wälzkolbenvakuumpumpen einzusetzen sind. Die Berechnung des Vakuumprozesses, die Aufteilung der Verdichtung auf die einzelnen Stufen, die Auswahl der Aggregate für die einzelnen Stufen, die Gewährleistung der hermetischen Ausführung der Vakuumanlagen, die Bestückung mit MSR-Geräten zur optimalen Prozessüberwachung und Prozessführung, sowie zur Gewährleistung der Sicherheitsaspekte in der Ex-Zone lagen im Verantwortungsbereich von ZM Engineering.
Konzept
Flüssigkeitsringvakuumpumpen haben aufgrund ihrer Verdichtung mittels eines rotierenden Flüssigkeitsrings den Vorteil einer quasi isothermen Verdichtung. Die Ringflüssigkeit ist in Abhängigkeit vom Prozess frei wählbar. Damit geht aber einher, dass die Enddrücke in einer Flüssigkeitsringvakuumpumpe durch die Ringflüssigkeit definiert werden. Da ein Dampfgemisch aus Styrol und Ethylbenzol zu fördern ist, wurde als Ringflüssigkeit ein Gemisch aus ebendiesen Stoffen gewählt. Dies ermöglicht es, die in der Flüssigkeitsringvakuumpumpe kondensierten Monomerdämpfe dem Prozess direkt wieder zuzuführen. Mittels einer zweistufigen Flüssigkeitsringvakuumpumpe kann dabei ein Arbeitsdruck von minimal 40 mbar erreicht werden.
Um für PS 1 bei einem Volumenstrom von 1244 m3/h den geforderten Arbeitsdruck von 0,4 mbar und zu erreichen, wurden der Flüssigkeitsringvakuumpumpe V-004 ein Gasstrahler V-003 und sowie zwei Wälzkolbenvakuumpumpen V-002 und V001 der Aerzener Maschinenfabrik in Reihe vorgeschaltet. Um die maximale Temperatur von 80 °C nicht zu überschreiten, wurde zwischen der ersten Wälzkolbenvakuumpumpe V-001 und der zweiten Wälzkolbenvakuumpumpe V-002 ein Gaskühler W-001 (Abb. 2) eingebaut, welcher das Prozessgas wieder auf 20 °C zurückkühlt, um während der Verdichtung in der zweiten Wälzkolbenvakuumpumpe die vorgegebene Maximaltemperatur nicht zu überschreiten.
Realisierung
Durch die Wahl einer ZLR Flüssigkeitsringvakuumpumpe als Vorvakuumpumpe, die Installation eines Gaskühlers zwischen den beiden Wälzkolbenvakuumpumpen sowie die exakte Definition der Verdichtungsverhältnisse der Wälzkolbenvakuumpumpen konnte die Einhaltung der vorgegebenen Maximaltemperatur erreicht werden. Durch den Einsatz von hermetischen Wälzkolbenvakuumpumpen mit Spaltrohrmotoren der Aerzener Maschinenbfabrik konnte der Aufwand zur Gewährleistung der hermetischen Abdichtung der Vakuumanlagen verringert werden. Die Flüssigkeitsringvakuumpumpen wurden zur hermetischen Abdichtung der Wellen mit doppeltwirkenden Gleitringdichtungen und Spülsystemen nach API Plan 54 ausgerüstet.
Mittels einer FU-Drehzahlregelung der Antriebe der Wälzkolbenvakuumpumpen lassen sich die Vakuumpumpstände in einem Regelbereich von 30 % bis 100 % des konzipierten Saugvermögens regeln und somit optimal auf die verschiedenen Qualitätsstufen des Produktes und die damit anfallenden Menge an Monomerdämpfen einstellen. Die Notwendigkeit einer Druckregelung mittels Falschluft über Bypass, welche energetisch ungünstig ist und hinsichtlich der Temperaturführung problematisch sein kann entfällt dadurch.
Die Vakuumanlage PS 2 ist ähnlich aufgebaut wie die Vakuumanlage PS 1, jedoch entfiel hier aufgrund des höheren Arbeitsdrucks bei etwa gleichem Volumenstrom die Notwendigkeit der Verwendung eines Gasstrahlers und der zweiten Wälzkolbenpumpe.
Die Anlagen PS 1 und PS 2 (Abb. 3) wurden in Edelstahl ausgeführt. Der Explosionsschutz entsprechend nach IIB T2 (GOST 12.0.11) wurde gewährleistet, sowie die hermetische Abdichtung der Anlage (für Stoffklasse II entsprechend GOST 12.1.005).
ZM Engineering liefert neben den hier beschriebenen Vakuumpumpständen PS 1 und PS 2 eine Vakuumanlage PS 3 zur Anfahrevakuierung. Die Vakuumanlage PS 3 basiert auf einer ölumlaufgeschmierten Drehschiebervakuumpumpe, ausgerüstet mit der erforderlichen MSR und Armaturen zur Gewährleistung des Explosionsschutzes.
Alle 5 Vakuumanlagen wurden auf Klemmkästen verdrahtet (Abb. 4). Die Einbindung der MSR-Instrumente und der Stromversorgung mit den Frequenzumrichtern in den Gesamtprozess erfolgte vor Ort (Abb. 5), was vor der Inbetriebnahme einen Abgleich der Schnittstellen erforderte. Ein Ingenieurteam der ZM Engineering GmbH begleitete diese Abstimmungen vor Ort. So konnten die Vakuumanlagen auf die Bedürfnisse des Anwenders eingestellt werden.
Fazit
Die gewählten verfahrenstechnischen und konstruktiven Lösungen bewähren sich vor Ort. Im Vergleich zu den dort bislang eingesetzten Vakuumanlagen auf der Basis von Dampfstrahlern und Wälzkolbenvakuumpumpen mit Voreinlasskühlung wurde eine energetisch günstigere Lösung realisiert. Darüber hinaus fällt bei diesem Konzept kein kontaminiertes Wasser mehr an.
Kontakt
ZM Egineering Apolda
Am Weimarer Berg 6
99510 Apolda
03644/515822










