
Perspektive eines GMP-Inspektors
30.12.2012 -
-

-
 Dr. Manfred Franck, GMP-Inspektor
Dr. Manfred Franck, GMP-Inspektor -
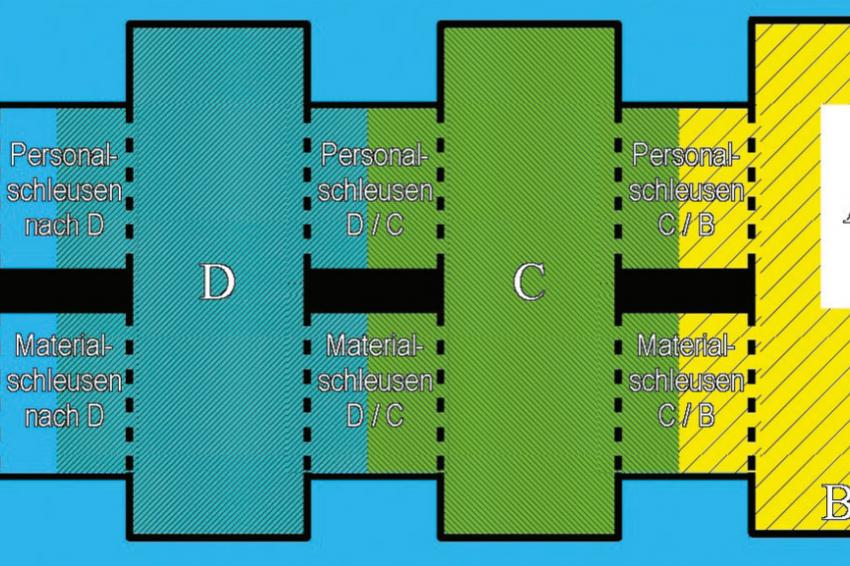 Abb. 1: Schematische Darstellung eines Zonenkonzepts
Abb. 1: Schematische Darstellung eines Zonenkonzepts
Perspektive eines GMP-Inspektors - Zonenkonzepte in der pharmazeutischen Industrie Arzneimittel sind während der Herstellung vor Verunreinigungen jeglicher Art und insbesondere vor Kreuzkontamination zu schützen.
Dazu werden die Produktionsbereiche heute in Hygienezonen unterschiedlicher Reinheitsklassen eingeteilt.
Das gegenwärtige Konzept trägt den je nach Darreichungsform unterschiedlichen Anforderungen bei der Herstellung Rechnung und bietet ein hohes Maß an Sicherheit.
Für pharmazeutische Produktionsbereiche wird heute ein differenziertes Zonenkonzept verlangt, wie es am detailliertesten im Anhang 1 des EGGMP-Leitfadens für die Sterilproduktion ausgeführt wird.
Die technische Herangehensweise wird in der DIN EN ISO 14644 dargestellt.
Zonen und Reinheitsklassen
Eine Zone ist ein räumlich begrenzter Bereich einheitlicher hygienischer Bedingungen, der einer Reinheitsklasse zugeordnet ist. Diese Reinheitsklassen werden über maximale Luftpartikelzahlen sowie über maximale Keimzahlen für Luft und Oberflächen definiert.
Wichtig ist hierbei immer die Angabe des Betriebszustands, z. B. Bereitstellung (as built), Leerlauf oder Fertigung (in operation).
Die einzelnen Reinheitsklassen werden so abgestuft, dass ein sinnvoller Übergang von einer Zone zur Zone der nächsthöheren Reinheitsklasse durch hygienische Maßnahmen möglich ist. Ein Überspringen von Zonen ist bis auf begründete Ausnahmen nicht zulässig.
Schleusen
Im pharmazeutischen Sprachgebrauch sind Schleusen Räume, die Zonen unterschiedlicher, in der Regel benachbarter Reinheitsklassen miteinander verbinden (Abb. 1).
Um von einer Zone in eine Zone der nächsthöheren Reinheitsklasse zu gelangen, muss jede Person in einer Schleuse durch Reinigen, Desinfizieren und Umkleiden die reineren Bedingungen der nächsthöheren Zone erfüllen.
Hierbei ist nach einem anfänglichen Ausziehen von Privatkleidung das so genannte „Zwiebelprinzip" einzuhalten.
Das bedeutet, mit zunehmenden Reinheitsanforderungen an die Räume werden auch zusätzliche Kleidungsschichten angelegt, um den Schutz gegen die „Keimquelle Mensch" zu erhöhen.
Analog muss Material durch Reinigungs-, Desinfektions-, Sterilisationsmaßnahmen und/oder Entfernen von Umverpackungen aufgereinigt werden, um eine Materialschleuse zu passieren.
Schleusen werden als „unproduktive" Räume häufig zu klein ausgelegt, so dass benötigte Materialien nicht untergebracht werden können oder die Umkleidevorgänge zum Teil Verrenkungen erfordern.
In der Regel sind Schleusen mit einer Trennlinie zwischen dem Bereich niedrigerer und höherer Reinheitsklasse ausgestattet, um einen „Schmutzgradienten" auf dem Boden zu vermeiden.
Bei Personalschleusen bietet sich hierfür eine Übersteigbank an. Führt eine Schleuse in einen Raum mit einer um zwei Stufen höheren Reinheitsklasse, so ist ihr Design und der Wandlungsvorgang entsprechend sorgfältig auszulegen.
Sie sollte im Beispiel die Vorgänge in der D/C-Schleuse mit denen in der C/B-Schleuse kombinieren. Durch das alleinige Durchqueren einer Schleuse werden weder Personal noch Material „sauberer"!
Zonenkonzepte
Die Erstellung des Zonenkonzepts für einen Produktionsbereich ist Teil einer umfassenden Designqualifizierung und kann hier nur angerissen werden.
Grundlage ist immer die Frage, welche Ausgangsmaterialien und Produkte in den Räumen auf welche Weise bearbeitet oder hergestellt werden sollen.
Für die Ausarbeitung des Zonenkonzepts ist im Rahmen einer Risikoanalyse weiterhin zu untersuchen, ob besondere Maßnahmen zum Personenschutz, zur Vermeidung von Kreuzkontamination oder zum Schutz der Umwelt notwendig sind. Die Herstellungsbereiche sind in Zonen gleichartiger Tätigkeiten einzuteilen.
Diesen werden dann geeignete Reinheitsklassen zugeordnet. Für sterile Arzneimittel gibt der Anhang 1 des EG-GMP-Leitfadens relativ detailliert vor, welche Tätigkeiten in welchen Reinheitsklassen durchgeführt werden müssen, wobei die Klassen A bis D vorgegeben werden.
Für alle anderen Darreichungsformen müssen in Analogie geeignete Klassen, z. B. E, F, selbst definiert werden.
Die Betriebsräume sollen so angeordnet sein, dass die Produktion in logisch aufeinander folgenden Schritten erfolgen kann. Aus der Anordnung der Räume und dem notwendigen Personal- und Materialfluss ergeben sich fast zwangsläufig die notwendigen Schleusen.
Je nach den durchgeführten Arbeiten und den pharmakologisch-toxikologischen Eigenschaften der verarbeiteten Ausgangsmaterialien und Produkte kann die räumliche Trennung von Einschleusen und Ausschleusen notwendig sein, um eine Kreuzkontamination bei Überschneidung des Personal- oder Materialflusses zu vermeiden.
Druckzonenkonzept
Um eine Verunreinigung der Produktionsumgebung zu vermeiden, ist ein Druckzonenkonzept notwendig. Als Standard ist ein ausreichendes kontinuierliches Druckgefälle von der „reinsten" Zone nach außen hin anzusehen.
Als Anhaltspunkt kann die in Anhang 1 des EU-GMP-Leitfadens genannte Druckdifferenz von 10 - 15 Pa zwischen zwei Zonen gelten. Soll eine Verbreitung von Stoffen in angrenzende Räume vermieden werden, liegen die Dinge komplizierter.
Eine „Druckfalle" muss in das Konzept integriert werden.
Das einfachste Beispiel ist hier das Prinzip des reinen Korridors in Feststoffbetrieben. Der Gang ist hierbei derselben Reinheitsklasse zugeordnet wie die angrenzenden Räume zur Verwiegung, Granulation und Tablettierung.
Er weist jedoch diesen Räumen gegenüber einen Überdruck auf, so dass belastete Luft in den Räumen verbleibt und eine Kreuzkontamination durch Feinstaub unterbunden wird. Niemals sollte Luft aus einer Zone niedrigerer Reinheitsklasse in eine Zone höherer Klasse einströmen!
Anforderungen an die Lüftungstechnik
Reinheit, Menge und Wechselrate der Zuluft sollten den Reinheitsanforderungen an die Zonen, der jeweiligen Raumgröße, den dort installierten Anlagen und der Zahl der dort tätigen Personen angemessen sein.
Bei der Auslegung der RLT-Anlage sind worst case-Bedingungen zu Grunde zu legen und es sollte eine Ausbaureserve eingeplant werden.
Ist eine Entstehung von Stäuben oder flüchtigen Stoffen nicht ausgeschlossen, ist eine RLT-Anlage nach dem 100 % Zuluft-/Fortluft-Prinzip (mit einer zeitgemäßen Wärmerückgewinnung) einer mit Umluftanteil arbeitenden Anlage überlegen.
Bei einem Umluftsystem muss eine Verschleppung in andere, ebenfalls von der Anlage versorgte Räume oder eine Verschleppung in folgende Produktionschargen befürchtet werden.
GMP Team Endständige Filter sind zu empfehlen, sie schließen mögliche Schwachpunkte des Kanalsystems oder negative Einflüsse von Wartungsarbeiten aus.
Umgebungsmonitoring
Im Rahmen der Erstqualifizierung ist die Einhaltung des Zonenkonzepts und der Reinheitsklassen umfassend zu überprüfen.
Dazu gehören auch die Verifizierung des Druckzonenkonzepts, das Durchspielen aller potentiell auftretenden Betriebsszenarien und der Test aller Alarme.
Der Umfang des Umgebungsmonitorings während des Betriebs und der erforderlichen Requalif izierungsarbeiten richtet sich nach der Art der durchgeführten Tätigkeiten und der hergestellten Produkte. Eine Orientierung geben die genannten Literaturstellen.
Probleme
Altbauten, die aus den 70er Jahren oder früher stammen, sind die Hauptproblemquellen.
Hier stimmt das Zonenkonzept häufig mit den heutigen Anforderungen nicht überein und es bedarf großer planerischer und finanzieller Anstrengungen, sie zeitgemäß aufzurüsten.
Weiterhin kommt es in der Inspektionspraxis durchaus vor, dass ein Teil der Personalschleusen keine Trennung von „reiner" und „weniger reiner" Seite vorsieht.
Häufig sind auch Büros in Reinraumzonen Quelle von Diskussionen. Wird ein Büro der Zone E zugeordnet und kann mit der E-Hygienekleidung betreten werden, so hat es auch den „normalen" Zone E-Bedingungen zu genügen.
Ein weiterer neuralgischer Punkt sind Zonenübergänge und ihre Ausgestaltung.
So sind „Mouseholes" (kleine Übergabeöffnungen) zwischen einem Raum der Reinheitsklasse A und einem unkontrollierten Bereich inakzeptabel.
Kontakt
Dr. Manfred Franck
Tübingen
Tel.: 07071/7573265
mf.franck@arcor.de










