
Pilotanlage zur ethanolischen Extraktion hochwertiger Proteine am Fraunhofer CBP
Proteine aus Raps in einer Bioraffinerie herstellen
-
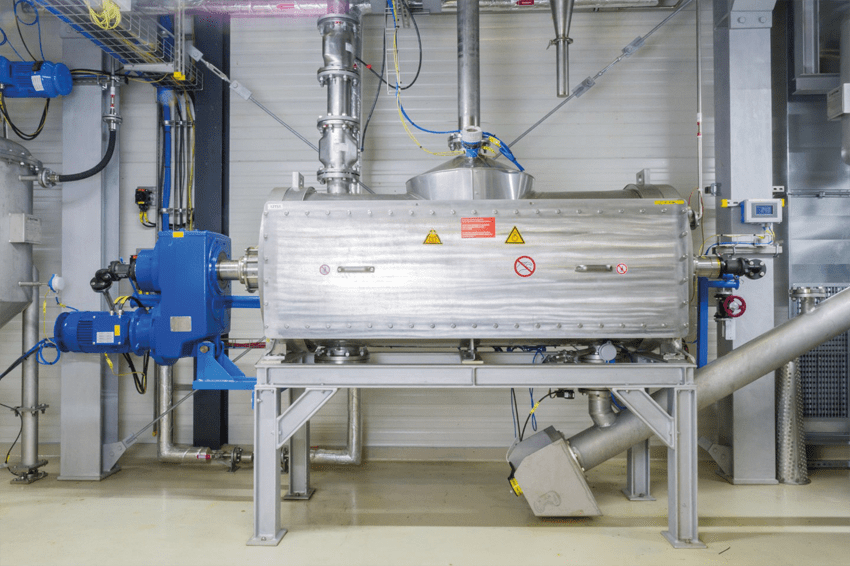 Vakuumtrockner zur Desolubilisierung des Rapskernkonzentrats und der Ethanolrückgewinnung.
Vakuumtrockner zur Desolubilisierung des Rapskernkonzentrats und der Ethanolrückgewinnung.
Am Fraunhofer-Zentrum für Chemisch-Biotechnologische Prozesse CBP in Leuna wurde eine Pilotanlage zur schonenden Verarbeitung von Rapssaat eingeweiht, um die stoffliche Wertschöpfung von Raps zu steigern. Nach dem Prinzip einer Bioraffinerie liefert sie nicht nur hochwertiges Rapsöl in Vorraffinatqualität, sondern auch ein an hochwertigen Proteinen reiches Rapskernkonzentrat, in Ethanol gelöste sekundäre Pflanzenstoffe sowie Rapsschalen als weitere Produkte.
Raps ist neben Soja die wichtigste Ölsaat weltweit, in Deutschland gilt Rapsöl als das beliebteste Speiseöl. Neben dem Öl, das etwa 40 % der Inhaltsstoffe ausmacht, enthält die Rapssaat – wie auch Soja – hochwertige Proteine. Sie ähneln den Milchproteinen und könnten daher als wertvolle pflanzliche Proteinquelle für Lebensmittel und Futtermittel genutzt werden.
Bei der herkömmlichen Heißpressung in industriellen Ölmühlen wird die Struktur der Proteine durch hohe Temperaturen und hohe Drücke jedoch verändert und damit ihre Qualität beeinträchtigt – wie auch des resultierenden Rapsextraktionsschrots. Die hohen Temperaturen wiederum sind erforderlich, um das nach der Pressung eingesetzte Lösungsmittel Hexan zu verdampfen. Mit diesem wird das im Presskuchen verbliebene Öl extrahiert, um die Ölausbeute zu erhöhen. Ein zweiter qualitätsmindernder Faktor bei der herkömmlichen Ölgewinnung sind Bitterstoffe, die unter anderem aus den mitgepressten Schalen in den Extraktionsschrot gelangen.
Um aus Rapssaat nicht nur das beliebte Öl, sondern auch die immer begehrteren pflanzlichen Proteine in hoher Qualität gewinnen zu können, haben elf Partner aus Forschung und Industrie im Verbundprojekt EthaNa in den letzten fünf Jahren ein neues Konzept zur schonenden Aufbereitung von Raps im größeren Maßstab untersucht und hierfür erstmalig eine Pilotanlage ausgelegt und aufgebaut. Bis zu 50 kg Rapssaat pro Tag kann die am Fraunhofer-Zentrum für Chemisch-Biotechnologische Prozesse CBP in Leuna errichtete EthaNa-Pilotanlage verarbeiten. Das Projekt wurde vom Bundesministerium für Ernährung und Landwirtschaft (BMEL) gefördert, von der Fachagentur Nachwachsende Rohstoffe (FNR) betreut und gemeinsam vom Fraunhofer CBP und der Magdeburger Firma B+B Engineering koordiniert.
Pilotanlage ermöglicht ganzheitliche Nutzung von Rapssaat
Die Pilotanlage besteht aus einer Schäl- und einer Extraktionsanlage. Zum Abschluss des Projekts wurde sie 2022 erstmals in Betrieb genommen und am 3. Mai 2023 im Rahmen der Festveranstaltung zum 10-jährigen Jubiläum des Fraunhofer CBP offiziell eingeweiht.
Das patentierte EthaNa-Verfahren beruht auf dem bisher nur im Labormaßstab verfolgten Ansatz, Öl durch eine ethanolische Extraktion zu gewinnen. Die Herausforderung im Projekt bestand nun darin, das Verfahren zu skalieren und in einer Pilotanlage umzusetzen. „Wir haben im Projekt untersucht, wie und mit welchen Apparaten und Bauteilen wir die verschiedenen Prozessschritte zur ganzheitlichen Nutzung von Raps in einer technischen Anlage realisieren können und wie die Gesamtanlage ausgelegt werden muss“, erläutert Dr. Robert Hartmann, Gruppenleiter Biomassefraktionierung am Fraunhofer CBP.
Um den Anteil an Bitterstoffen und weiteren, für die Ernährung von Mensch und Tier nicht förderlichen oder gar gesundheitsschädlichen Substanzen sowie von Faserstoffen zu reduzieren, verarbeitet das Verfahren geschälte Rapssaat. Nach intensiver Entwicklungsarbeit gelang es dem Projektteam, eine Schälanlage aufzubauen, in der im kontinuierlichen Betrieb pro Stunde bis zu 100 kg Rapssamen geschält werden können. Die Schalen der Samen werden dabei zunächst leicht aufgebrochen und dann in einem Luftstrom, der mittels eines Wirbelschichtapparats erzeugt wird, von den schwereren Kernen getrennt. Die Schalenfraktion ist ein zusätzliches Produkt, das sich bspw. zur Herstellung biobasierter Dämmstoffe eignet, wie die CBP-Forschenden in einem vom Land Sachsen-Anhalt geförderten Projekt bereits gezeigt haben.
Aufgrund des niedrigen Faser- und Ballaststoffanteils kommt eine konventionelle mechanische Pressung für die Ölgewinnung aus geschälten Rapskernen nicht in Frage. Stattdessen setzt das EthaNa-Verfahren auf Ethanol: In einem Verdrängungsextraktion genannten Verfahrensschritt werden bei schonenden 70 °C kleine Tröpfchen des Rapsöls aus dem aufgebrochenen Kern in der Ethanolphase emulgiert. Ein weiterer Vorteil: Sekundäre Pflanzenstoffe des Rapskerns wie Sinapinsäure, Tocopherole und Polyphenole lösen sich in Ethanol. Gelingt es, diese selektiv zu extrahieren, lassen sich die bioaktiven Inhaltsstoffe beispielsweise für kosmetische oder pharmazeutische Anwendungen einsetzen.
-
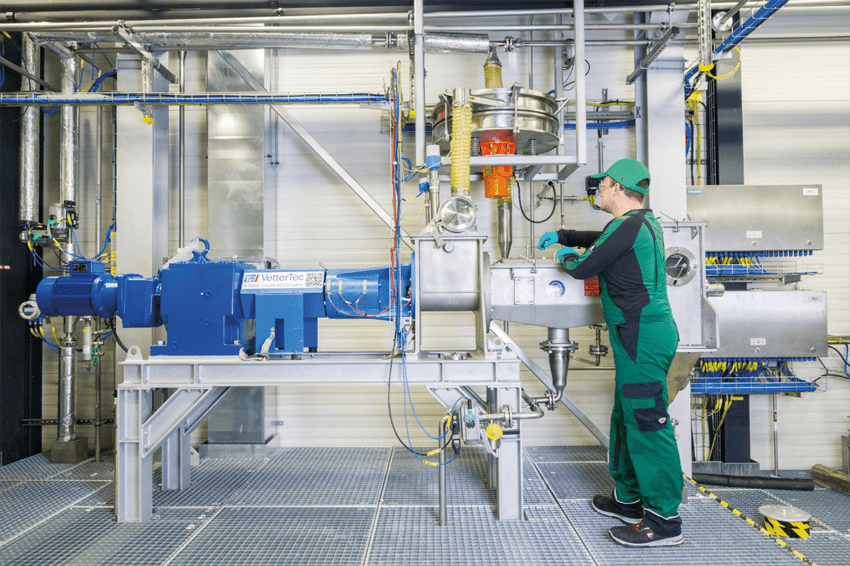 Schneckenpresse für Fest-Flüssig-Trennung.
Schneckenpresse für Fest-Flüssig-Trennung.
Hochwertiges Öl in Vorraffinat-Qualität
Um das Öl aus den Rapskernen freizusetzen, werden die geschälten Kerne, mit Ethanol vermischt, zunächst aufgebrochen. „Diese aufgeschlossene, zerkleinerte Biomasse behandeln wir in einer modifizierten Schneckenpresse und in einem Dekanter, um die flüssige Phase, die Ethanol-Öl-Fraktion, von der proteinreichen festen Fraktion zu trennen“, erklärt Dr. Fabian Steffler, der das Projekt am Fraunhofer CBP geleitet hat. Abschließend wird das emulgierte Öl mittels eines Dekantiergefäßes von Ethanol getrennt.
„Unsere Untersuchungen haben gezeigt, dass das in der EthaNa-Pilotanlage gewonnene Öl nahezu frei von freien Fettsäuren und Phosphatiden ist“, so Steffler. Der Vorteil für Ölmühlen liegt auf der Hand: „Das Öl muss nicht mehr aufwendig aufgereinigt werden, sondern erreicht durch die Ethanolextraktion schon Vor- oder Halbraffinat-Qualität. So kann es direkt in die bestehenden Produktionslinien integriert und weiterverarbeitet werden“, ergänzt der Forscher.
Proteinreiches Rapskernkonzentrat für Lebensmittel und Futtermittel
Der zurückbleibende, weitgehend entölte Feststoff enthält die Proteine in konzentrierter Form. „Um das Rapskernkonzentrat weiter zu entölen, kommen unterschiedliche, variabel kombinierbare Extraktionsschritte zum Einsatz“, erklärt Steffler. Getrocknet wird das Konze
ntrat in einem Rohrbündeltrockner, wobei das Ethanol zurückgewonnen wird.
Verglichen mit dem Rapsextraktionsschrot industrieller Ölmühlen ist das auf diese Weise gewonnene proteinreiche Rapskernkonzentrat ein wesentlich hochwertigeres Produkt. „Unser Rapskernkonzentrat ist frei von Schalen und sekundären Pflanzenstoffen und enthält daher nur äußerst geringe Mengen unerwünschter Gerb- und Bitterstoffe«, freut sich Steffler. Der hohe Proteingehalt von derzeit 42 bis 43 % entspricht in etwa dem kaltgepresster, teilgeschälter Rapskernkuchen dezentraler Ölmühlen.
Ein weiterer wesentlicher Vorteil ermöglicht die weitergehende wirtschaftliche Nutzung der Proteine: Durch die milden Prozessbedingungen des Verfahrens wird deren Struktur nicht verändert. „Die Proteine sind gut in Wasser löslich. So können wir sie extrahieren und als alternative pflanzliche Proteinquelle für die Lebensmittelindustrie nutzen, zum Beispiel in Fleischersatz-Produkten“, erläutert Hartmann.
-
 Schematische Darstellung der Verarbeitung von Raps: herkömmliches Verfahren industrieller Ölmühlen (links) im Vergleich zum EthaNa-Verfahren mit ethanolischer, nativer Extraktion (rechts). |
Schematische Darstellung der Verarbeitung von Raps: herkömmliches Verfahren industrieller Ölmühlen (links) im Vergleich zum EthaNa-Verfahren mit ethanolischer, nativer Extraktion (rechts). |
Neue Geschäftsfelder für Ölmühlen
„Mit dem an hochwertigen Proteinen reichen Rapskernkonzentrat eröffnet sich Ölmühlen eine neue Einnahmequelle“, ist Hartmann überzeugt. Die EthaNa-Pilotanlage am Fraunhofer CBP steht nun für Testläufe mit den Rapssaaten industrieller Ölmühlen zur Verfügung, um Produktmuster im größeren Maßstab bereitzustellen. Neue Anlagen können auch als alternative Verarbeitungslinie in die vorhandene Infrastruktur der Ölmühlen integriert werden. Dafür sorgt das Magdeburger Unternehmen B+B Engineering, das auch die Pilotanlage am Fraunhofer CBP geplant hat.
Parallel verbessern die Forscherinnen und Forscher am Fraunhofer CBP die Fahrweise der Pilotanlage für einen robusten und stabilen Prozess und hinsichtlich Wirtschaftlichkeit und Energieeffizienz. „Optimierungspotenzial haben wir bei der Ölausbeute identifiziert“, verdeutlicht Steffler. „Darüber hinaus wollen wir die Anlage um ein Gegenstromverfahren für die Ethanolextraktion erweitern, damit wir das für die Ölextraktion eingesetzte Ethanol im Kreis fahren können“, so der Experte. Auch den Proteingehalt des Rapskernkonzentrats wollen er und sein Team auf nahezu 50 % erhöhen.
Hartmann ist sich sicher, dass das Verfahren weiteres Potenzial hat: „Wir führen bereits Gespräche, um die Verarbeitung sonstiger Saaten wie Sonnenblumenkerne oder Bucheckern oder auch Kaffeesatz oder Hanfsamen in der EthaNa-Anlage zu erforschen.“
Die Autoren:
Dr. Robert Hartmann, Regenerative Ressourcen | Gruppenleiter Biomassefraktionierung, Fraunhofer-Zentrum für Chemisch-Biotechnologische
Prozesse CBP, Leuna
Dr. Claudia Vorbeck, Kommunikation, Fraunhofer-Institut für Grenzflächen- und Bioverfahrenstechnik IGB, Stuttgart
-
 Dr. Robert Hartmann, Regenerative Ressourcen | Gruppenleiter Biomassefraktionierung, Fraunhofer-Zentrum für Chemisch-Biotechnologische Prozesse CBP, Leuna
Dr. Robert Hartmann, Regenerative Ressourcen | Gruppenleiter Biomassefraktionierung, Fraunhofer-Zentrum für Chemisch-Biotechnologische Prozesse CBP, Leuna -
 Dr. Claudia Vorbeck, Kommunikation, Fraunhofer-Institut für Grenzflächen- und Bioverfahrenstechnik IGB, Stuttgart
Dr. Claudia Vorbeck, Kommunikation, Fraunhofer-Institut für Grenzflächen- und Bioverfahrenstechnik IGB, Stuttgart
______________
Projektpartner
- Fraunhofer-Zentrum für Chemisch-Biotechnologische Prozesse CBP, Leuna (Koordination)
- Fraunhofer-Institut für Grenzflächen- und Bioverfahrenstechnik IGB, Stuttgart
- Fraunhofer-Institut für Verfahrenstechnik und Verpackung IVV, Freising
- Karlsruher Institut für Technologie KIT, Karlsruhe
- Internationale Forschungsgemeinschaft Futtermitteltechnik (IFF), Braunschweig
- B+B Engineering GmbH, Magdeburg
- AVA – Anhaltinische Verfahrens- und Anlagentechnik GmbH, Magdeburg
- Miccra GmbH, Heitersheim
- VetterTec GmbH, Kassel
- C. Thywissen GmbH, Neuss
- Technologietransfer und Innovationsförderung (tti) Magdeburg GmbH, Magdeburg
Downloads
Kontakt
Fraunhofer-Institut für Grenzflächen- und Bioverfahrenstechnik IGB
Nobelstr. 12
70569 Stuttgart
Deutschland
+49 711 9704 001
+49 711 9704 200











