
Effizient fördern mit Vakuum
Dosierung, Förderung und Zuführung von Pulvern, Granulaten und anderen Schüttgütern
-
 Volkmann: Im Technikum des Herstellers können alle Lösungen für das Pulver-Handling ausgiebig getestet werden
Volkmann: Im Technikum des Herstellers können alle Lösungen für das Pulver-Handling ausgiebig getestet werden -
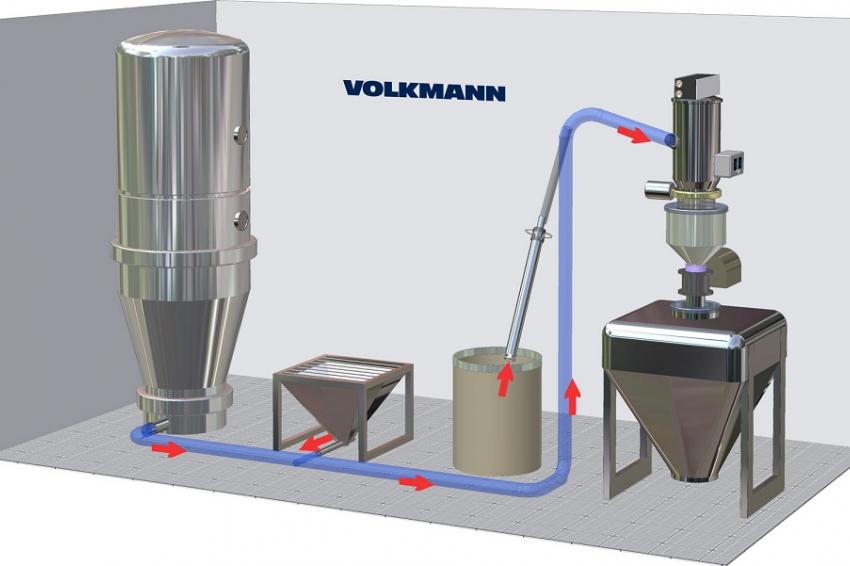 Volkmann: Beispielhaftes Layout eines Vakuumfördersystems inklusive drei verschiedener Produkt-Aufgabestellen, Förderleitung, Vakuumförderer und der zu beschickenden Einheit (hier z.B. ein Container)
Volkmann: Beispielhaftes Layout eines Vakuumfördersystems inklusive drei verschiedener Produkt-Aufgabestellen, Förderleitung, Vakuumförderer und der zu beschickenden Einheit (hier z.B. ein Container) -
 Volkmann: Vakuumförderer (rechts im Bild) zur Beschickung eines Horizontalmmischers mit verschiedenen Pulvern
Volkmann: Vakuumförderer (rechts im Bild) zur Beschickung eines Horizontalmmischers mit verschiedenen Pulvern -
 Volkmann: Mobiler Einsatz: Vakuumförderer in höhenverstellbarem Fahrwagen für die Pulverversorgung an verschiedenen Stellen und einfache Entnahme zwecks nachfolgender Reinigung
Volkmann: Mobiler Einsatz: Vakuumförderer in höhenverstellbarem Fahrwagen für die Pulverversorgung an verschiedenen Stellen und einfache Entnahme zwecks nachfolgender Reinigung -
 Volkmann: Big-Bag Entleerstation: speziell ausgelegt, um das entleerte Material mit einem Vakuumförderer seinem Bestimmungsort zuzuführen
Volkmann: Big-Bag Entleerstation: speziell ausgelegt, um das entleerte Material mit einem Vakuumförderer seinem Bestimmungsort zuzuführen
Vakuumförderer in Edelstahl-Segmentbauweise mit Multijector Technik erlauben eine optimale Anpassung an die unterschiedlichen Bedingungen in der Prozessindustrie.
Stand früher der Anschaffungspreis einer Förderanlage als kaufmännisches Bewertungskriterium an erster Stelle, geht heutzutage in der Prozesstechnik die Kosten-/Nutzenanalyse wesentlich weiter. TCO (Total Cost of Ownership) und OEE (Overall Equipment Effectiveness) sind bei Investitionsgütern wichtiger, als ein vermeintlich günstiger Einkaufspreis. Wenn schon bei einem einfachen Stellventil Instandhaltung und Montage bis zu 70 % der Lebenszykluskosten ausmachen können und dabei der Anschaffungspreis auf nur 25 % Gesamtkostenanteil zurückfällt, wird deutlich, dass eine erweiterte Betrachtung empfehlenswert ist. Insbesondere wenn es um den Transport von Pulvern und Schüttgütern geht. Vakuumförderer in Edelstahl-Segmentbauweise mit Multijector Technik sind besonders werthaltig aufgebaut, glänzen durch einfachste Montage und einen wartungsfreien Aufbau.
Schüttgut Abscheide- & Sammelbehälter
Ausgehend von der Produktaufgabestelle wird das Fördergut unter Vakuum über den Saugschlauch oder eine feste Rohrleitung in den Abscheidebehälter gesaugt und nachfolgend in die darunter befindliche Einheit abgelassen. Damit findet eine aktive, staubdichte Beschickung drucklos von oben statt. Nach diesem Prinzip werden alle Arten von Behältern und Prozessen mit Pulver versorgt.
In Vielstoffbetrieben sind häufig mit dem gleichen Fördergerät die unterschiedlichsten Feststoffe zu transportieren. Der Wunsch nach einem einfachen Aufbau und damit leichter Zerlegbarkeit und Reinigung steht dann an erster Stelle.
Zunächst erlaubt der hohe Saugvolumenstrom eine sehr gute Restentleerung des gesamten Systems, so dass häufig nicht weiter gereinigt werden muss. Über Leertakte und unter Ausnutzung des hohen, erreichbaren Vakuums von bis zu 90 mbar absolut, kann dieser Effekt noch verstärkt werden. Liegen bestimmte Schüttguteigenschaften vor, ist eine restemengenfreie Förderung möglich.
Falls doch intensiver gereinigt werden muss, erlaubt die Edelstahl-Segmentbauweise durch die einfache -werkzeugfreie- Demontage und anschließende Nass-Reinigung den schnellen Produktwechsel. Gleichzeitig werden die hohen Anforderungen an die Beständigkeit erfüllt.
In ähnlicher Weise nutzen auch Farbenhersteller den Vorteil der leichten Demontage, indem sie die verschiedensten Pigmente (Partikelgrößen z.B. 1 bis 80 µm) mit Vakuum fördern, so dass selbst drastische Farbwechsel von weiß nach schwarz schnell und problemlos möglich sind. Darüber hinaus ermöglichen einzelne Edelstahlmodule individuelle Optimierungen der Vakuumfördergeräte gemäß der konkreten Aufgabenstellung. So kann beispielsweise die unterschiedliche Strömungsführung bei radialer oder tangentialer Einsaugung entscheidend für eine erfolgreiche Förderung sein. Der gewählte Werkstoff bringt die nötige Festigkeit (bis zu 91 % Vakuum ist möglich), bei geringer Wandstärke und niedrigem Gewicht. Der Vakuumförderer wird oberhalb oder leicht versetzt zu der zu beschickende Einheit angeordnet und staubdicht verbunden.
Vakuumpumpen zur pneumatischen Förderung
Im Mittelpunkt der Saug- bzw. Vakuumförderer stehen die mehrstufigen, druckluftbetriebenen Multijector Vakuumpumpen. Für den Anwender wichtige Kriterien wie Wartungsfreiheit, geringe Baugröße und Gewicht sind genauso entscheidend für die Wahl, wie die einfache Steuerung und Regelung.
Primär sorgt die effiziente Umsetzung über das mehrstufige Venturi-Prinzip für den wirtschaftlichen Einsatz der Druckluftenergie. Sekundär ergeben sich eine Reihe von Vorteilen, die teilweise erst nach der Inbetriebnahme in ihrer synergetischen Kombination deutlich werden:
Die Vakuumerzeuger besitzen keine rotierenden Teile, benötigen somit keine Schmierung und Wartung und entwickeln im Betrieb auch keine Wärme. Es lassen sich die vielfältigsten Schüttgüter saugen, da diese Pumpen zum einen hohe Saugluftmengen (Flugförderung) und zum anderen – bei Bedarf – ein enormes Vakuum von bis zu 910 mbar Unterdruck (Dichtstromförderung) erzeugen. Damit können auch Pfropfen (=hohes Vakuum benötigt) transportiert werden. Gleichzeitig steht -gegen Ende der Förderung- genügend Luftgeschwindigkeit zur Verfügung, um die Leitung wieder leer zu saugen. Die Leersaugfunktion erhöht nicht nur die Hygiene, sondern führt bei Wiege- und Dosiervorgängen zu höheren Genauigkeiten.
Die Steuerung erfolgt ebenfalls pneumatisch, so dass diese besonderen Saugförderer problemlos in Ex-Bereichen eingesetzt werden. Durch den rein pneumatischen Aufbau der Multijector Vakuumförderer sah der TÜV bei der ATEX-Zertifizierung bereits im Oktober 2002 keine Schwierigkeiten. Bislang sind dies die einzigen am Markt mit Zertifikat erhältlichen Systeme, welche alle relevanten Staub- und Gas-EX-Zonen abdecken. Ergänzend steht für den Gas-EX-Bereich ein Inertisierungssystem zur Verfügung.
Bei der Betrachtung des Energiebedarfs muss berücksichtigt werden, dass Multijectoren das benötigte Vakuum äußerst schnell auf- und abbauen können. Dieser getaktete Betrieb harmoniert mit der diskontinuierlichen Förderung, da der Abscheidebehälter zyklisch befüllt und entleert wird. Während der Entleerzeiten ist der Energiebedarf gleich null, weil die Multijector Vakuumpumpe abgeschaltet wird. Elektromechanische Vakuumerzeuger müssen hingegen kontinuierlich arbeiten und verbrauchen auch während der Entleerphase Strom, so dass beim Gesamt-Energieverbrauch häufig keine gravierenden Unterschiede bestehen. Hinzu kommen der höhere Anschaffungspreis, die wesentlich aufwendigere Installation (Ventile / lange Vakuumleitungen, Baugröße, Gewicht und Wärmeentwicklung etc.), die Kosten für Wartung etc. und die bei elektromechanischen Vakuumpumpen schwierigere und teilweise nur teuer zu lösende EX-Problematik. Es muss folglich jeweils im Einzelfall entscheiden werden, welche Pumpe die bessere Wahl darstellt. Im Technikum des Herstellers stehen dafür die verschiedensten Funktionsprinzipien und Typen zur Verfügung.
Die rein pneumatisch arbeitenden Multijectoren bieten noch weitere Vorteile: Über den Betriebsdruck und Druckluftvolumenstrom lässt sich die Förderleistung anwendungsspezifisch und energiesparend regulieren. Eine Frequenzregelung ist nicht erforderlich. Durch das Funktionsprinzip ergibt sich ein geräuscharmer Betrieb, insbesondere im Vergleich mit elektromechanischen Vakuumpumpen.
Anpassungen an die gewünschte Förderleistung
Die Multijector Vakuumpumpen erzeugen Saugluftmengen von 250 bis 20.000 lN/min und ermöglichen in Kombination mit den verschiedenen Abscheidebehältergrößen optimale Anpassungen an die gewünschte Förderleistung. Ein derartig ausgerüstetes, kleines Vakuumfördersystem VS200 ist beispielsweise in der Lage, 680 kg Laktose pro Stunde auf 4 m Höhe in einen Mischer zu fördern. Der komplette Förderer hat dabei nur eine Höhe von rund 450 mm und einen Außendurchmesser von 210 mm bei einem Gesamtgewicht von nur 9 kg. Gerade bei den häufig begrenzten Platzverhältnissen vor Ort spielt die geringe Baugröße und das geringe Eigengewicht der Vakuumfördersysteme eine wichtige Rolle und erlaubt sogar den mobilen Einsatz an mehreren Stellen im Betrieb.
Aus dem Volumen des Abscheidebehälters und der Wahl der Multijector Vakuumpumpe ergeben sich die Hauptanwendungsgebiete der Saugfördersysteme. Die physikalische Einsatzgrenze ist durch das Funktionsprinzip vorgegeben. Vom Atmosphärendruck (ca. 1013 mbar) steht demnach ca. 910 mbar als maximaler Unterdruck zur Verfügung. Eine geschlossene Wassersäule lässt sich somit auf ca. 9 m Höhe anheben. Unter Zugabe von Sekundärluft an der Produkt-Aufgabestelle wird bei der Feststoff-Förderung die maximal erreichbare Förderhöhe weiter gesteigert. Förderhöhen bis zu 50 m wurden schon erreicht.
Realisierbare Förderleistungen sind extrem produktabhängig. Schüttdichte, Partikelgröße, Partikelform Oberflächengeometrie, anhaftender oder brückenbildender Charakter und Feuchtigkeitsgehalt sind entscheidende Parameter der jeweiligen Aufgabenstellung. Nur leichte Variationen dieser Parameter führen durchaus zu Differenzen in der Förderleistung von bis zu 1.000 kg/h, bei baugleichem Vakuumfördersystem. Hinzu kommen noch die Installations-Variablen wie Förderhöhe, Förderstrecke, Anzahl der Rohrbögen, eventuelle Einbauteile in der Förderleitung, Art der Produktaufgabestelle und die Gestaltung der Falschluftzufuhr. Für die Vakuumförderung liegt die Mehrzahl der Förderaufgaben im Bereich von 10 bis 6.000 kg/h, Förderstrecken bis 80 m und Förderhöhen bis 40 m, oftmals jedoch auch deutlich darunter. Die vielseitige Verwendbarkeit erlaubt zum einen das vollautomatische Absaugen aus Aufgabetrichtern, Sackschütten oder Big-Bags und zum anderen die manuelle Gebinde-Entleerung mittels Sauglanze.
Falls nicht nur der Transport von A nach B sondern dieser zusätzlich in vorgegebenen Mengen stattfinden soll, kann der Vakuumförderer mit einem Wägemodul ausgestattet werden. Dieses CONWEIGH (Conveying & Weighing) System wird z. B. zum Befüllen von Säcken oder beim rezepturgerechten Beschicken von Mischern eingesetzt. Alternativ lässt sich auch die Big-Bag Entleerstation, in der das Material aufgegeben wird, verwiegen.
Modulare Filtersysteme
In jedem Vakuumfördersystem muss das angesaugte Produkt-/Luftgemisch wieder separiert werden. Das geförderte Gut erfährt zunächst durch die Querschnittserweiterung im Abscheidebehälter eine beträchtliche Geschwindigkeitsreduzierung. Der Hauptanteil scheidet sich folglich im unteren Segment des Behälters ab.
Beim tangentialen Einsaugsegment unterstützt der optionale, innenliegende Zyklon den Abscheideprozess. Ein gewisser Staubanteil gelangt zur integrierten Filtereinheit. Die Filtersysteme sollen wartungsfrei arbeiten, bei anstehendem Produktwechsel leicht zu reinigen sein, möglichst auch Feinst-Stäube filtern und darüber hinaus auch bei abrasiven Schüttgütern eine lange Standzeit vorweisen. Dies wird durch verschiedene Verfahren erreicht. Zunächst erlaubt die diskontinuierliche Förderung eine effiziente Filterabreinigung durch den Gegenblas-Luftimpuls während der Entleerzeit. Eine schleichende Filterverstopfung wird dadurch langfristig vermieden.
So lässt sich beispielsweise mit einem speziellen Oberflächenfilter Tonerpulver (Feinstaub mit Partikeln um 0,1 µm) prozesssicher mit Vakuum fördern. Für andere Anwendungen werden Filter aus starren Kunststoffen eingesetzt. Das ermöglicht einen verschleißfreien Betrieb und bei häufigem Produktwechsel die nasse Reinigung, beispielsweise mit einem Dampfstrahlgerät oder im Ultraschallbad. Je nach Anwendungsfall sind Filterstandzeiten von mehreren Jahren keine Seltenheit.
Reicht bei besonders anhaftenden Fördergütern die normale Filterabreinigung nicht aus, besteht die Möglichkeit, Filtereinheit und Abscheidebehälter in Vibrationen zu versetzen. So wird sichergestellt, dass das Vakuum nicht in Form von Druckverlusten am Filter „verbraucht“ wird, sondern in der Förderleitung zum Transport von Feststoffen zur Verfügung steht.
Anwendungsspezifische Optimierungen
Die Vielfalt der vorgestellten Vakuumfördergeräte erlaubt eine optimale Anpassung an die unterschiedlichen Bedingungen in der Prozessindustrie. Ebenso ist es möglich, mit einem Multijector Vakuumfördergerät nacheinander an mehreren Aufgabestellen abzusaugen und zu fördern (Multiple Sourcing). Der enge Gedanken- und Ideenaustausch mit dem Hersteller führt hier zu innovativen Lösungen. Dabei lassen sich auch Big-Bag Entleerstationen, Sackschütten, Klumpenbrecher, Dosiersysteme, Probennehmer, Metalldetektoren und Hubsäulen integrieren. Dazu sind in der Regel intensive Vakuumförderversuche notwendig, die im Versuchszentrum des Herstellers oder vor Ort durchgeführt werden können. Eine erste Näherung ist über die umfangreiche Förderversuch-Datenbank des Herstellers möglich, welche dieser gern auf Anfrage zur Verfügung stellt
Kontakt
Volkmann GmbH
Schloitweg 17
59494 Soest
Deutschland
+49 2921 9604 0
+49 2921 9604 900











