
The Right Combination
Planning Fundamentals for Optimal Steam and Heat Generation
-
 Dipl.-Ing. Hardy Ernst, Loos International
Dipl.-Ing. Hardy Ernst, Loos International -
 Dipl. Wirt. (FH) Markus Tuffner, Loos International
Dipl. Wirt. (FH) Markus Tuffner, Loos International -
 Fig. 1: Two shell boiler with identical units in an industrial company
Fig. 1: Two shell boiler with identical units in an industrial company -
 Fig. 2 : Three-pass double-flue smoke-tube boiler with separate flue gas ducts for independent burner operation and integrated economizer for heating feed water
Fig. 2 : Three-pass double-flue smoke-tube boiler with separate flue gas ducts for independent burner operation and integrated economizer for heating feed water -
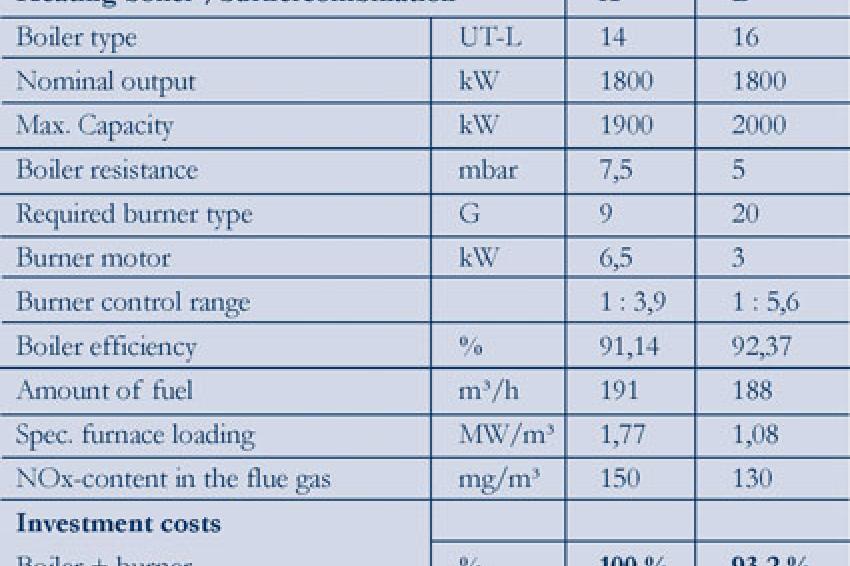 Fig. 3: Comparison of two boiler/burner combinations
Fig. 3: Comparison of two boiler/burner combinations -
 Fig. 4: Achievable capacity optimization from flue gas heat exchangers for „dry“ operation
Fig. 4: Achievable capacity optimization from flue gas heat exchangers for „dry“ operation -
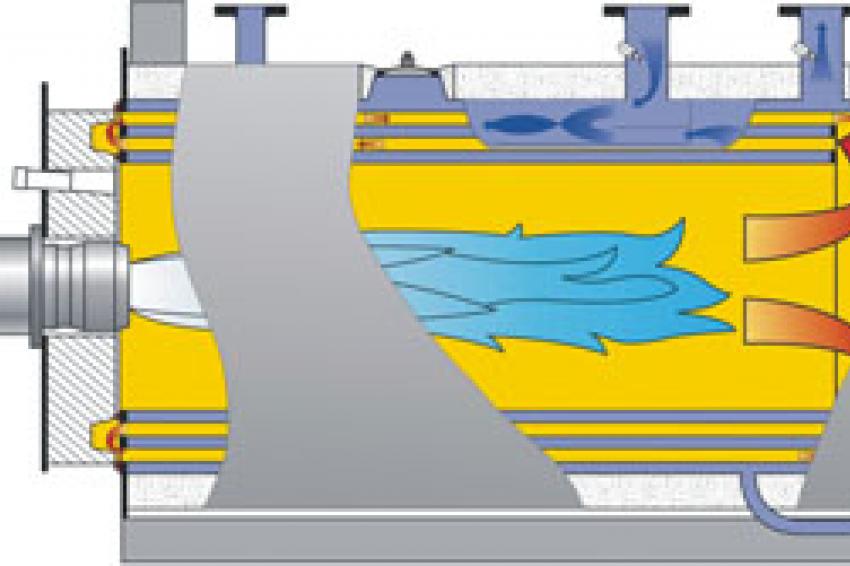 Fig. 5: Single flame-tube smoke-tube hot water boiler designed according to the three-pass principle with flue gas heat exchanger
Fig. 5: Single flame-tube smoke-tube hot water boiler designed according to the three-pass principle with flue gas heat exchanger
Energy conservation and reduced emissions are not only political visions. Ultimately, they have also become the goal of every boiler operator for reasons of self-interest. With modern energy generation systems and effective waste heat recovery equipment, losses can be reduced to a minimum. However, dynamic influences are all too often disregarded.
Careful calculation of heat/steam quantities is the cornerstone of any optimization. Units dimensioned with greater capacity to cover infrequent start-up peaks are often uneconomical and environmentally-unfriendly during light load phases due to the frequent activation/deactivation of the firing equipment. By using consumption-based heat-up and start-up programs with the ability to differentiate at certain times between priority and lower-ranking customers, a heat generator with less capacity can be used.
The heat consumer with the highest temperature/pressure level is decisive for the design pressure of the heat generator. As the design pressure increases, so does the cost of the overall system. Therefore, it is usually uneconomical to also cover the building heating with a production-oriented high-pressure steam generator. The low temperature level and heating requirement outside of production hours justify separate heat generation.
An Extremely Low Load Calls for Division of the Overall Capacity
Besides security of supply, the spread between the smallest and largest heat consumption is another reason for dividing up the overall capacity into several units. The smallest capacity requirement is often below the low load of a unit, so it makes sense to divide the capacity in accordance with the light loads. Costly, environmentally-unfriendly activation and deactivation of the firing equipment and early wear-and-tear can be averted in this way. In large systems, the upper capacity limit of the heat generator determines the number of units. Dividing the total capacity into structurally identical units is the optimal solution. Reduced spares inventories and the ability to swap parts are reason enough for this. The capacity of a single-flame-tube boiler is restricted by its structural possibilities and specifications. When total capacities can no longer be met with one boiler, it is often better value to use a double-flue boiler rather than several single-flame-tube boilers. Dynamic load matching for highly fluctuating consumption is required by most heat supply centers. Therefore, double-flue boilers suitable and approved for unlimited independent burner operation should be used. In this way, the modulating turn down ratio is doubled and the frequency with which the burner is activated during a light load is halved. The non-stop supply of fuel over a large turn down ratio ensures the uninterrupted transfer of heat and continuous dynamic boiler water circulation. If there are faults with one firing, 50% of the boiler capacity is still available.
Finding the Right Boiler/Burner Combination
A customer-oriented boiler manufacturer can offer various boiler/burner combinations for a given heat requirement. In order to find the boiler/burner combination with the greatest benefit for the customer, the alternatives must be examined. Two boiler types for a heat requirement of 1800 kW, 90/70 °C, natural gas heating, are compared in figure 3.
By using the next largest boiler type with an upper thermal capacity limit of 2000 kW, the customer can enjoy increased benefits due to the following:
- Use of a smaller burner;
- Smaller burner motor connected load;
- Larger burner turn down ratio;
- Reduced activation frequency of the burner during light load phases;
- Greater boiler efficiency;
- Lower fuel consumption;
- Lower harmful NOx emissions in the flue gas; and
- Lower investment costs as the additional price for the boiler is compensated for by the lower burner price.
Choosing the next largest boiler type does not always allow for the use of a smaller burner. Thus, ways in which minor heat capacity reductions can be achieved, particularly with regard to breaking down the overall heating capacity of multi-boiler systems into several units, should also be looked into.
Make Money with Flue Gas Heat Exchangers
The use of a flue gas heat exchanger offers ideal ways to conserve energy and protect the environment.
Flue Gas Heat Exchangers for "Dry" Operation
Steam generators are usually supplied fully de-aerated feed water with a temperature of approx. 103 °C. The flue gas temperature at the boiler outlet depends on the boiler water temperature and the respective boiler load. In order to optimize capacity, the flue gas heat is fed through an economizer in the flue gas stream into the feed water. The „dry" mode of operation is suited to light fuel oil and natural gas, even in combination with chimneys susceptible to moisture. Boiler efficiency levels of more than 95% can be achieved with economizers in "dry" operation.
High-pressure hot water generators for process or remote heating systems are usually operated at system return flow temperatures greater than 100 °C so that flue gas heat exchangers for "dry" operation can also be used. In such cases, a partial flow from the return flow is usually fed via the flue gas heat exchanger. A downstream flue gas heat exchanger for "dry" operation can reduce the flue gas temperature downwards towards 75°C and increase the efficiency further up to 98%.
Flue Gas Heat Exchangers for "Wet" Operation
Natural gas-heated heat generators produce flue gas free of soot and sulfur. Low sulfur fuel oil (sulfur content of max. 50ppm = 0.005 weight percentage) which achieves a residue-less consumption similar to natural gas is now also available. In the case of these flue gases, the condensation heat can also be used as heating capacity. In industrial steam generators, a second stainless steel heat exchanger is used as a flue gas condenser in addition to the economizer in "dry" operation for feed water heating. All flue gas ducts downstream of this are also made of stainless steel and equipped with corrosion-resistant condensate lines. Low-temperature consumers are a prerequisite for flue gas condensation use. Flue gas condensation cannot be used for high-pressure hot water generators as the network return flow temperatures are well above the dew point. Hot water generators with natural gas heating or heating with low-sulfur fuel oil can also be equipped with flue gas heat exchangers for "wet" operation in order to optimize capacity. Low-temperature heating circuits pass over stainless steam flue gas heat exchangers, bringing about the flue gas condensation.
Multi-Boiler Systems with Optimized Sequence Control Circuits
The design of multi-boiler systems provides ways in which overall efficiency can be increased and capacity optimized. Compared with a single boiler system, increased demands are placed on the hydraulic and control circuitry.
A powerful control system is required if a multi-boiler system is to function securely and for there to be the possibility of optimization. Besides carrying out the appropriate control tasks, the lowest possible energy consumption with the best possible environmental protection should be achieved. The control system should be in a position to manage the boiler system according to the atmospheric conditions in a sequence control circuit (regulated to the network supply flow temperature or depending on the heat quantities). The respective boiler circuit control should monitor the hot water boiler as well as control, activate and deactivate the burners and boiler circuit pumps. There is constant data exchange from the boiler control systems to the management system via a common bus system so that the system can be automatically operated to meet the highest requirement.
Summary
There is a multitude of ways in which plant designers can optimize the capacity of heat generation systems. There should be detailed individual consideration of different alternatives with material and energy balancing. An optimal basic engineering reduces capital and operating costs.
Contact
Bosch Industriekessel GmbH
Nürnberger Str. 73
91710 Gunzenhausen
Germany
+49 9831 56 0
+49 9831 56 92253



