
Permanently Improving Production Efficiency
Optimized Component and Energy Costs in Injection Molding
-

-
 Fig. 1: The greatest challenge in terms of efficiency lies in the intelligent configuration of the production system. Expertise in applications technology and comprehensive advice are essential.
Fig. 1: The greatest challenge in terms of efficiency lies in the intelligent configuration of the production system. Expertise in applications technology and comprehensive advice are essential. -
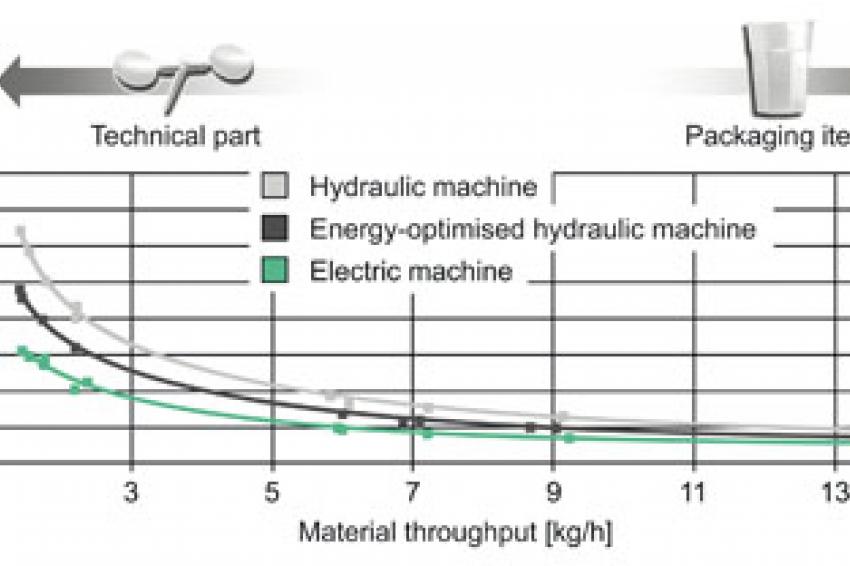 Fig. 2: Energy requirements for injection molding are load-dependent. Less energy is consumed for parts with high material throughput than for those with high shot weights and long cycle times.
Fig. 2: Energy requirements for injection molding are load-dependent. Less energy is consumed for parts with high material throughput than for those with high shot weights and long cycle times. -
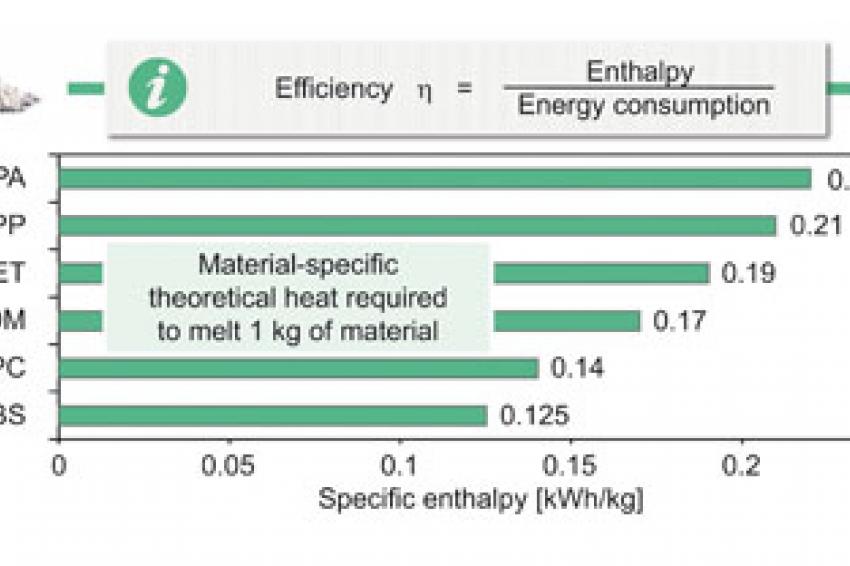 Fig. 3: One measure of energy efficiency is specific enthalpy (theoretical heat flow volume needed to melt 1 kg of plastic granulate). This depends on the material used.
Fig. 3: One measure of energy efficiency is specific enthalpy (theoretical heat flow volume needed to melt 1 kg of plastic granulate). This depends on the material used.
Rising energy costs and greater awareness of the use of resources have resulted in an increased focus on energy efficiency in the plastics processing industry. Energy consumption has a huge influence on the operating costs of injection molding systems in terms of service life and quickly exceeds the purchasing costs of the systems.
Production systems specifically optimized in line with the particular process permanently enhance efficiency, which is reflected in reduced energy and component costs. The basic prerequisite for achieving this target is an injection molding machine tailored to the precise requirements. But truly required is an overall view of all factors that influence the whole process, including energy consuming peripherals - starting from product design and setting process parameters to production organization and energy management.
Comprehensive Energy Management
Energy efficiency describes the relationship between the energy used and the resulting benefits. The resources can only be exploited to optimum effect by coordinating all the parameters. The more efficiently a system operates the less energy is wasted. Downtimes have to be reduced and run times increased. The result is a production process that unites the shortest cycle times, lowest component costs and maximum energy efficiency.
Diverse Energy Requirements
An injection molding machine uses most of its energy for
- the individual movement sequences (opening, closing, clamping),
- the material throughput (melting a particular volume of plastic per time unit)
- and maintaining the basic load (no-load, control system).
Despite having identical process parameters, injection molding machines of the same size can differ enormously in performance and energy efficiency, depending on their equipment. The level of the machine's energy consumption in terms of the overall process mainly depends on the actual power used. This is defined by the ON time, utilization, heat radiated from the plasticizing cylinder and the efficiency of the switched-on loads and can vary enormously during the individual phases of an injection molding cycle.
The energy requirement is also influenced by the peripherals, including mold technology and the material to be processed and product design. Connected devices account for a significant proportion. In some cases these can consume as much energy as the machine itself and must be included in the overall efficiency analysis.
Drive Technology - The Key to Reducing Energy Consumption
The choice of a suitable drive technology is becoming increasingly important. It offers the greatest potential for a lasting reduction in the use of energy and the increase of production efficiency. The fundamental principle is that electrically or hydraulically driven injection molding machines generally use up to 50% less energy in comparison with conventional hydraulic machines with the same material throughput. The reason for this is the improved efficiency of the servo-electric drives and the demand-based nature of energy usage. The question which drive technology is the most efficient depends on many factors and must be analyzed on a case-by-case basis. It should be possible to adapt the drive to every movement axis - from the fully hydraulic to the fully electric machine. After the machinery has been purchased, drive technology can only be optimized with a huge financial outlay.
Injection Unit
Another easily controlled factor is the injection unit. Its size generally determines not only the quality of the molded part, but also the installed power of the injection molding machine and, therefore, also the no-load losses of the drive. Heat radiation can be reduced by insulating the plasticizing module. Another measure, which also enables process heat to be recovered, is to use water-cooled machine elements, such as motors and control cabinets.
In addition, potential savings can be achieved by:
- improving mold technology, e.g. with near-contour cooling
- insulating the mold
- reducing sprue by performing preventive maintenance
- reducing set-up and downtimes
- integrating upstream and downstream production steps in the injection molding process
The better the utilization of the machine, the better the distribution of dissipation loss independent of the throughput is. Also, the more inefficient work processes are eliminated, the shorter the cycle time is. Accordingly, the integration of automation will have a positive impact on productivity and the overall energy balance.
Comparative Parameter for Specific Energy Consumption
Specific energy consumption can be used as a comparative parameter, including the shot weight, cycle time and efficiency of the connected loads. This enables application-related energy savings to be determined. After all, energy requirements are determined by the machine technology, on the one hand. On the other hand, they are also heavily dependent on material throughput, which is yielded by the shot weight and cycle time of the injection molding process.
Applications with short cycle times generally feature low specific energy consumption. This includes, for example, the production of thin-walled packaging parts. In contrast, thick-walled technical parts with low material throughput produce much higher values (Fig. 2).
Efficiency Depends on the Material and Load
A high level of efficiency is of decisive importance for low specific energy consumption. The reference variable for determining this is the theoretical heat flow volume needed to melt 1 kg of plastic granulate. This so-called specific enthalpy is material-specific and can vary greatly (Fig. 3). The efficiency is calculated by dividing the enthalpy factor by the energy consumption. Efficiency increases as machine productivity rises. The better the utilization of the injection unit, the higher it rises in relation to its maximum material throughput.
Optimum Design of Machine and Peripherals
Expertise in applications technology and comprehensive advice are essential when purchasing a new injection molding machine. That is because the greatest challenge is to exploit the full potential for optimization by intelligently designing the machine technology to meet the individual requirements in the injection molding process. This includes optimum dimensioning through the energy-efficient combination of drive systems, clamping units and injection molding units. In addition, molds and energy consuming peripherals should always be selected to suit the specific requirements and configured in a manner suitable for the process. The result of intensive cooperation between plastics processor and machine manufacturer is an efficient solution with minimized material input, cycle times and downtimes.
Contact
Arburg GmbH + Co.KG
Arthur-Hehl-Str. 1
72290 Loßburg
Germany



