
Resource Efficient Production
Modern Structural Composite Parts
-
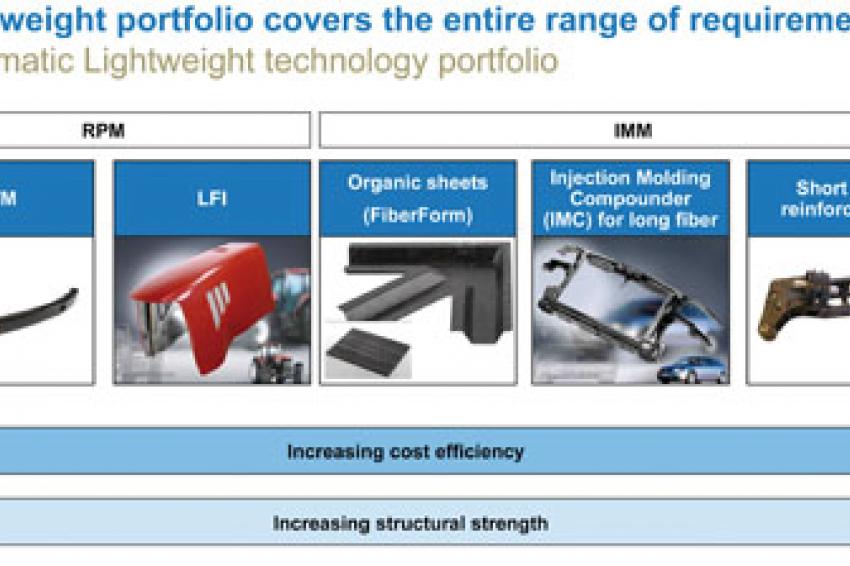 Fig. 1: Different composite technologies for various application and market demands
Fig. 1: Different composite technologies for various application and market demands -
 Martin Würtele, KraussMaffei
Martin Würtele, KraussMaffei -
 Martin Schneebauer, KraussMaffei
Martin Schneebauer, KraussMaffei -
 Jochen Mitzler, KraussMaffei
Jochen Mitzler, KraussMaffei -
 Fig. 4: Cross section of the test carrier in FiberForm-technology. The picture clearly shows the continous fiber-orientation and the overmolded edges of the inserted organic sheet. (© GK Kaufmann)
Fig. 4: Cross section of the test carrier in FiberForm-technology. The picture clearly shows the continous fiber-orientation and the overmolded edges of the inserted organic sheet. (© GK Kaufmann) -
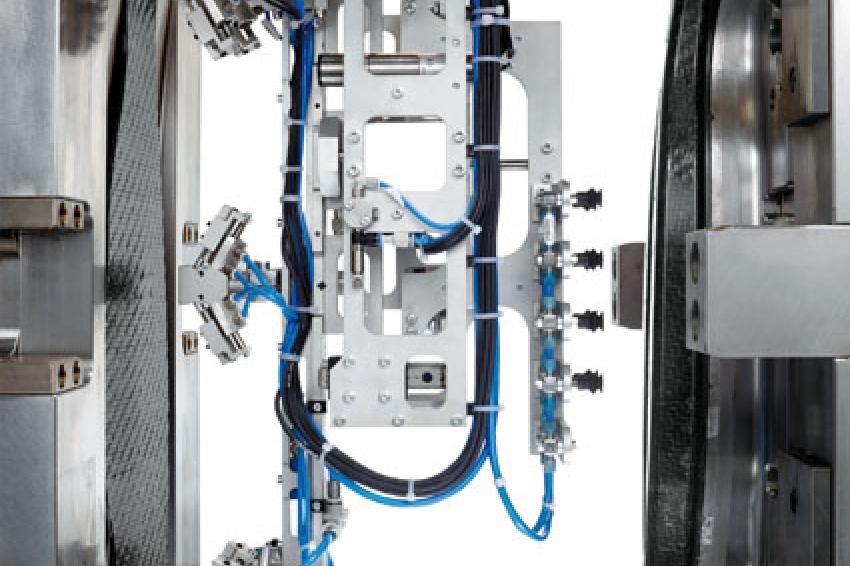 Fig. 3: Insertion of an organic sheet into an injection mould and demolding of the pre-finished part on the opposite side occur synchronously
Fig. 3: Insertion of an organic sheet into an injection mould and demolding of the pre-finished part on the opposite side occur synchronously -
 Fig. 2: Production cell for overmolding and back injection molding of organic sheets
Fig. 2: Production cell for overmolding and back injection molding of organic sheets
VIP-Visions In Plastics - In many industries component specifications have escalated in recent years. Typical demands are higher mechanical strength and lighter weight. Automotive Engineering has always been a driving force developing innovative weight saving concepts. High-strength structural parts increasingly take center-stage, as the introduction of the electric vehicles is strongly forced. These parts owe their requisite strength to tailor-made textile reinforcement systems, profiles, or unidirectional fiber systems. Zones exposed to particular stress can additionally be partially reinforced.
Many of the manufacturing methods (Fig. 1) employed so far share a high degree of manual labor, whether before or after the manufacturing process or in the form of machining. The method to choose depends on many factors, because each one has its own merits. What counts is to weigh up the various conflicting demands against each other. Relevant aspects are:
- the required numbers,
- the proposed application,
- the required mechanical properties,
- the cycle and process times,
- additional functional criteria,
- and of course
- the costs.
KraussMaffei's great experience is available to the customer throughout product development - from the first idea through prototyping to mass production. This close cooperation and harmonizing of product and process is a guarantee for successful results. The machine portfolio, the wide process know-how and the inherent grasp of potential along the value-adding chain enables KraussMaffei to supply efficient, highly automated, multiprocess solutions for manufacturing fiber composite parts.
FiberForm - a Pathbreaking Technology
FiberForm is a highly integrated technology which possesses great potential for resource-efficient mass production of highly stressed structural parts. Molded parts possessing high mechanical properties have been produced from continuous strand pellets on injection molding machines since the mid-nineties. There are numerous, long-established productivity and profitability arguments in favor of injection molding. However, the mechanical properties can cause headaches if the parts in question are of the highly stressed structural type. The reason is that the requisite mechanical properties profile necessitates a high proportion of continuous fibers, preferably in a defined orientation and structure (fabric, roving, tape). KraussMaffei offers a combination of injection molding with thermoforming to further raise the strength level of injection-molded parts. The resultant "FiberForm"-technology was unveiled for the first time at K 2010, where a test carrier in the shape of a door impact beam was produced as a hybrid part of an organic sheet and long glass fiber-reinforced nylon 6. The primary purpose of the structural part is to determine material characteristics and to further develop and validate the process technology for high-volume use. Put simply, organic sheets are slab-like semi-finished products that are made from continuous fiber reinforced fabric that has been impregnated with a polymer matrix. Thus, the processed organic sheet used for the impact protection consists of six 0.5 mm layers and a matrix of nylon 6. The production cell designed for the project comprises an injection molding compounder (type: CX 300-1400 IMC) with 3,000 kN clamping force, combined with an LRX 150 linear robot, and an infrared oven (Fig. 2).
The fully automated process forms organic sheets in the mold and overmolds them with a glass fiber-reinforced nylon in a single stage process. To this end, the robot, equipped with a butterfly hook (vacuum cup and needle gripper), removes the pre-assembled organic sheets from a magazine and passes them to a handling device, which places the semi-finished product on a shuttle featured with integrated centering pins for exact positioning. The semi-finished product then moves into the infrared oven. The power-controlled furnace adjusts to a default surface temperature of the organic sheet, heating under defined conditions. If the process is interrupted, the oven therefore does not need to be switched off separately.
After the required temperature, as determined by a pyrometer in the heating field, has been reached, the robot passes the moldable organic sheet to the mold where it is fixed in position by integrated hydraulic needles. At the same time, the finished part on the opposite side is removed (Fig. 3). The gripper, too, is equipped with a pyrometer to monitor the temperature of the organic sheet during the period from removal from the furnace to insertion into the mold. Should an interruption to the production process prevent the semi-finished product from being inserted immediately into the mold and should its temperature temporarily drop below a predetermined threshold, it is discarded, because it cannot be reshaped thereafter.
In the mold, a hold-down fixes the organic sheet in a defined position, so that when the mold closes it glides fully and wrinkle-free into the cavity with the aid of a preleading pin. There, the semi-finished product is back-injected with ribs and its entire edge region is completely overmolded. This seals the edges, protects the fibers and, as water, for example, cannot penetrate, suppresses any delamination (Fig. 4).
The use of an IMC injection molding compounder extends the range of the production cell: the machine permits in-corporation of continuous strand glass fibers with a fiber content of up to 60 %, with the fiber length in the part capable of being adjusted individually. Moreover, customized matrix formulations can be processed on the compounder, a fact which opens up greater scope for tailor-made part concepts. Furthermore, the special gas vent incorporated into the plasticization unit of the compounder eradicates the need for pre-drying nylon. This eliminates a separate step, the material is not thermally affected unnecessarily and energy is saved.
Comprehensively Documented Quality Control
Fully automated, repeatable processes offer the best conditions for a comprehensive and documented quality control, as demanded by the automotive industry. For this reason, the entire process is monitored continuously. One goal of this is to demonstrate process consistency, which is why, for example, the mold is equipped with several pressure, temperature and force sensors. Overall, in this development project, 25 signals are logged from 15 positions inside the mold. A consistently uniform process pressure at all points in the mold is crucial to reproducible part-quality. A final inspection is carried out to ensure that the fabric is correctly positioned in the parts.
Outlook
Besides the mechanical properties of lightweight parts, manufacturing costs will become increasingly important. Attention will focus not only on the manufacturing chain itself but also on material and reinforced sheet costs. It is therefore conceivable to use pre-consolidated fabrics or even dry fabrics. Furthermore the use of reactive systems such as caprolactame for nylon will become more important to integrate the cost-intensive impregnation-process in the manufacturing process.
The use of local reinforcement-patches could be another way to further reduce the high costs for textile reinforced parts in a way, to be more competitive in comparison to metal forming technologies.
Contact
Krauss-Maffei Kunststofftechnik GmbH
Krauss-Maffei-Str. 2
80997 München
Germany



