
Fieldbus: Good For Your Plant
07.09.2011 -
-

-
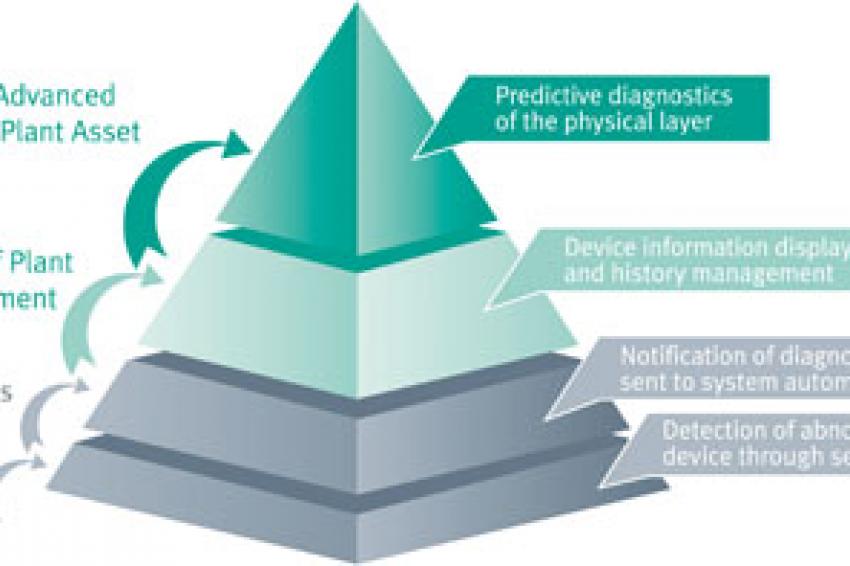 Fig. 1: Fieldbus enables informed decision making through integrated diagnostic functions
Fig. 1: Fieldbus enables informed decision making through integrated diagnostic functions -
 Fig. 2: The control room cabinet: Each plug-in module powers and connects up to 32 field instruments to the DCS
Fig. 2: The control room cabinet: Each plug-in module powers and connects up to 32 field instruments to the DCS -
 Andreas Hennecke MBA, Product Marketing Manager, Division Process Automation, Pepperl + Fuchs
Andreas Hennecke MBA, Product Marketing Manager, Division Process Automation, Pepperl + Fuchs
No Risk, Lots of Fun - Most fieldbus novices feel edgy about their decision and understandably so. Getting a new technology to work right the first time is a task associated with perceived risk. Taking this risk out of the equation and getting the plant on the way requires change. A few concepts have proven true to get it right the first time.
Reaping the True Benefits of Fieldbus
Fieldbus systems are often employed in process plants, particularly where hazardous areas exist. Fieldbus is today's data highway for connecting the distributed control system (DCS) to the field instruments. Prevalent in today's process plants are Foundation fieldbus H1 and Profibus PA. Fieldbus systems are employed because they offer or enable:
- Remote access to field instrumentation for configuration and diagnostic information
- Digital and thus precise transmission of measurements unsusceptible to drift
- Long cable distances
- Explosion protection in hazardous areas up to Zone 0/Div. 1.
- All-in-one instruments with multiple variables e.g.: for temperature, pressure, volume, or mass.
Fieldbus is the operator's darling, as it leads to substantial savings in operating expenditure (OpEx) when applied properly. Fieldbus helps through:
- Precise measurements for exact and drift free control loops
- Remote fault diagnostics for pointed and planned action
- Reduced number of trips to the field for fault finding and maintenance
All the above lead to extended maintenance cycles at reduced costs. The main reason is that fieldbus instruments provide extensive diagnostic information. And now the fieldbus itself can be monitored for its quality at a reasonable cost. This allows plant operators to switch from reactive or scheduled maintenance to proactive and need-based plant upkeep:
Once, an operator running a batch process deliberately overrode the temperature warnings from a motor finishing and thus saving the batch worth €250,000 and burning up a motor costing €400. Maintenance teams were informed and prepared themselves. Replacement and repair work took place while the plant was reconfigured for the next batch. This is informed decision making - enabled through fieldbus.
Potential Savings of Capital Expenditure?
Cost of ownership is key to answering the question of productivity and return on invest with fieldbus. Because calculated savings are based on assumptions and are subject to individual assessment, it is important for every decision maker to get a sample calculation and seriously question the assumptions, modifying them for relevancy to the actual plant.
While fieldbus can have significant savings on actual wiring, this saving is often offset through higher costs for instruments and DCS interface cards. Today this is still largely a question of economies of scale. Currently, the number of instruments sold with 4...20 mA interface is still significantly higher compared to fieldbus. In essence, the CapEx will be approximately the same.
Add to that the softer factors where fieldbus technology can help reduce CapEx:
Fieldbus instruments all have the same interface. This means that changing devices during commissioning requires zero hardware change in the DCS. To add an extra instrument, just find that open plug in a field junction box. Neither size nor function matter.
Multivariable instruments deliver more than one measurement. Pressure transmitters often deliver the temperature for free. Coriolis meters communicate volume and density measurements. It requires an extra look at the process design to reduce the number of instruments necessary.
It's Never the Cable
When all cables are installed, fieldbus delivers its biggest value: Automated testing reduces the pre-commissioning time before loop check commences. The following has proven in practice:
- Set address and tag each field instrument in the lab or on the desk
- Mount device in its proper place
- Connect the wiring
- Ensure shield is properly installed and cut back
- Close the installation box
Automated test procedures are run from the control room through physical layer diagnostics such as the FieldConnex Advanced Diagnostic Module (ADM). These diagnostics produce complete and ready-to-go documentation of the fieldbus itself in minutes. And most importantly, the wiring undisturbed. The documentation is "as built."
In a plant that would soon process chemicals with highly corrosive attributes, the head instrumentation engineer first utilized the traditional way of checking the fieldbus infrastructure: Walk the cable way - connect an instrument - take measurements - document manually - disconnect instrument - repeat with next. The ADM was used to double check. Once the ADM identified an installation fault that has been overlooked, the engineer gained trust and now testifies that it "takes more time to walk the cables than to run the actual test and produce all documentation."
Instrumentation is always on the critical path towards the end of an installation project. The savings, such as the working hours saved through automated testing; and the loop check that commences on a solidly performing fieldbus infrastructure, are dwarfed by the impact on production schedule when a few weeks can be cut from commissioning adding to the company's revenue.
There are so many good reasons to get going and apply fieldbus in your process plant. Why spend more time in the hazardous area than actually necessary?



