
20.000 Spritzen pro Stunde
25.06.2013 -
-
 Stephan Backhaus, Projektleiter bei Linde- KCA-Dresden GmbH
Stephan Backhaus, Projektleiter bei Linde- KCA-Dresden GmbH -
 Abb. 1: Glaxo Smith Kline Biologicals in Dresden hat seine Kapazität für die Impfstoffabfüllung verdoppelt.
Abb. 1: Glaxo Smith Kline Biologicals in Dresden hat seine Kapazität für die Impfstoffabfüllung verdoppelt. -
 Abb. 2: Der Abfüllprozess verläuft vollautomatisch und unter Isolatorbedingungen.
Abb. 2: Der Abfüllprozess verläuft vollautomatisch und unter Isolatorbedingungen. -
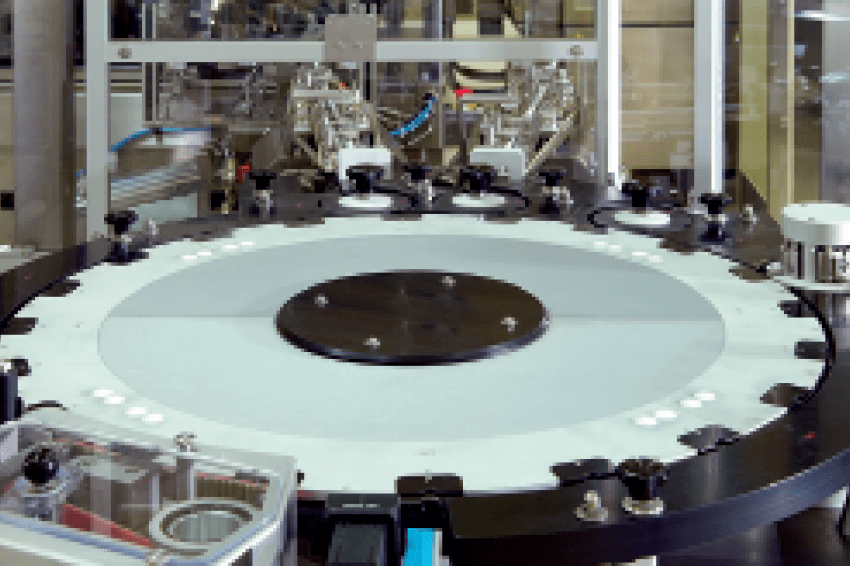 Abb. 3: Jede einzelne Spritze wird auf ihren einwandfreien Zustand hinsichtlich Füllstand, Partikel, korrekten Verschluss und Nadelschutz überprüft.
Abb. 3: Jede einzelne Spritze wird auf ihren einwandfreien Zustand hinsichtlich Füllstand, Partikel, korrekten Verschluss und Nadelschutz überprüft.
20.000 Spritzen pro Stunde – Linde stellt neue Impfstoffabfüllung bei GSK Biologicals in Dresden fertig.
Glaxo Smith Kline Biologicals in Dresden hat seine Kapazität für die Impfstoffabfüllung in einem Bestandsgebäude verdoppelt.
Der Umbau einer ca. 1.100 m² großen, ehemaligen Logistikfläche zu einer hochmodernen, neuen Impfstoff- Abfüll-Linie mit Isolatortechnologie für 20.000 Spritzen pro Stunde wurde von Linde-KCA-Dresden durchgeführt.
Der Ingenieurdienstleister führte die Generalplanung, Bau- und Montageüberwachung sowie Inbetriebnahme, Qualifizierung und Validierungsunterstützung für den Umbau, der 25 Mio. € kostete, aus.
Die Arbeiten begannen im Oktober 2006 und erfolgten bei laufender Produktion.
Die Qualifizierung wurde im Oktober 2007 abgeschlossen und im Anschluss daran begann die Prozessvalidierung. Im Mai 2008 fand die Einweihung der Abfüll-Linie statt.
Glaxo Smith Kline (GSK) Biologicals ist einer der führenden Impfstoffhersteller weltweit. Am Standort Dresden, einem ehemaligen Sächsischen Serumwerk, wird seit über 30 Jahren Grippeimpfstoff hergestellt.
Um dem wachsenden Bedarf nachkommen zu können, sollte in diesem Werk die Kapazität für die Impfstoffabfüllung verdoppelt werden. Ausgehend vom Lastenheft, welches GSK in enger Zusammenarbeit zwischen dem Standort Dresden und der Engineering-Zentrale in Wavre bei Brüssel erarbeitet hatte, begannen die Ingenieure von Linde-KCA-Dresden im November 2006 mit der Planung für die neue Isolatorlinie ISO 2 mit sowohl der zugehörigen Inspektionslinie als auch dem Poolungsbereich.
Des Weiteren wurden ein neuer Personalzugang zum Produktionsgebäude, 120 neue Umkleideplätze und 2 neue Produktionsaufzüge errichtet.
Die Planung erstreckte sich auch auf einen neuen Fertigprodukt- Kühlraum, eine neue LKWAnlieferstation, die Anbindung an die bestehende Infrastruktur für Medien und Reinstmedien, Lüftung, Elektrotechnik und MSR und die statische und brandschutztechnische Ertüchtigung des Umbaubereichs.
Das Projekt wurde vom globalen Engineering von GSK Biologicals geleitet und gemäß den globalen Konzernrichtlinien des Unternehmens unter Einbeziehung von Erfahrungsträgern aus der belgischen Zentrale ausgeführt.
Neben der anspruchsvollen Technologie zeichnet sich das Projekt durch einige besondere Randbedingungen aus: die Bauarbeiten verliefen parallel zur laufenden Sterilproduktion, was durch die Trennung von Baustelle und Produktion durch 15 eigens eingerichtete Baustellenzugänge gewährleistet werden konnte.
Prozessausrüstungen unterlagen einer kurzen Lieferzeit und auch die LKWAnlieferung für die Produktion verlief weiterhin reibungslos über den Baustellenbereich.
Mit seinem Bereich Pharmazie- und Biotechnologieanlagen konnte Linde in Dresden direkt vor Ort fachkompetente Ingenieure zur Verfügung stellen, die Planung, Überwachung von Bau, Montage und Inbetriebnahme, Qualifizierungsleistung (IQ/ OQ) und die Unterstützung bei der Prozessvalidierung (PQ) im Rahmen eines EPCMV-Vertrages (Engineering, Procurement, Construction Management, Validation) durchführten.
Ihre Schwerpunkte waren dabei, neben der Fachplanung, die intensive Koordination, Terminverfolgung und Projektsteuerung ohne die das komplexe Projekt nicht im vorgesehenen Kostenund Terminrahmen hätte realisiert werden können.
Der Prozess: 20.000 Spritzen pro Stunde
Der im Zuge des Projekts bearbeitete Prozess beginnt mit der so genannten „Poolung".
Entsprechend der jährlich durch die Weltgesundheitsorganisation WHO herausgegebenen Empfehlung für die drei in der kommenden Saison am häufigsten zu erwartenden Grippeviruserreger, wird aus drei monovalenten sterilen Spaltviruslösungen der so genannte trivalente Final Bulk zusammengestellt.
Dies geschieht unter den höchsten pharmazeutischen Reinraumbedingungen in Klasse A unter „Laminar Flow". Anschließend wird der Final Bulk in die Spritzenabfüllung gebracht. Danach erfolgt der weitere Abfüllprozess vollautomatisch unter Isolatorbedingungen. Die Verpackungseinheiten der vorsterilisierten Spritzen werden mittels Elektronenstrahlen von außen sterilisiert, automatisch geöffnet und auf einer Abfüllmaschine befüllt.
Im darauf folgenden Inspektionsraum wird, wiederum vollautomatisch, jede einzelne Spritze auf ihren einwandfreien Zustand hinsichtlich Füllstand, Partikel, korrekten Verschluss, Nadelschutz überprüft, bevor sie mit einem Farbcode versehen und im Kühllager bis zu ihrer Freigabe zur Verpackung eingelagert werden.
Zur Optimierung der Reinigbarkeit sind die Wände der Reinräume, in denen die Produktion stattfindet, mit Hohlkehlen versehen und nahezu fugenlos ausgeführt.
Die produktionsrelevanten Parameter und Daten werden auf qualifizierten Datenerfassungs und Archivierungssystemen zusammengeführt. Die Kapazität der neuen Linie beträgt über 20.000 Spritzen pro Stunde.
Shut-Down
Der zentrale und entscheidende Zeitraum des Projekts war der so genannte Shut-Down.
Während dieser 4-wöchigen Phase im Dezember 2006 wurde die Impfstoffproduktion für die laufende Saison beendet und das Werk für die Instandsetzung „heruntergefahren".
In der gesamten Projektlaufzeit war dies das einzige Zeitfenster, in dem bestimmte sensible Arbeiten ohne Beeinträchtigung der Produktion durchgeführt werden konnten. Zu den über 150 Aktivitäten des Shut- Down gehörten u. a.:
- Anbindungen an Reinstmediensysteme (WFI, Reinstdampf)
- Anbindung an die weiteren Betriebsmedien wie Druckluft, Heiz- und Kühlwasser
- Anbindung an die Lüftungssysteme
- Erweiterung der bestehenden Elektroverteilung und Anbindung an die Stromversorgung
- Durchbruch für zwei neue Reinraum-Produktionsaufzüge durch je drei Produktionsetagen
- brandschutztechnische Ertüchtigung eines Korridors im Sterilbereich
- Anbindung der neuen Anlieferstation an die bestehenden Logistikbereiche
Um all diese Aktivitäten punktgenau abschließen zu können, war eine mehrmonatige Detailvorabstimmung erforderlich. Die Maßnahmen wurden mit Mehrschicht-, Wochenend- und Feiertagsarbeit durchgeführt und der Terminablauf täglich kontrolliert, um bei Bedarf umgehend korrigierende Maßnahmen einleiten zu können.
Erfolgsfaktoren
Im Nachgang zu dem gelungenen Projekt haben sich Linde und GSK getroffen und eine gemeinsame Projektauswertung durchgeführt.
Dabei wurden die Faktoren identifiziert, welche maßgeblich zum Erfolg des Projekts beigetragen haben. Unter anderem wurden die ausführliche, detaillierte und hochwertige Planung des Projekts, bereits im Basic Engineering und die engagierte, hoch motivierte und teamorientierte Zusammenarbeit aller Beteiligten, sowohl von GSK, Linde und seinen Planungspartnern als auch den Ausführungsunternehmen herausgestellt.
Außerdem trugen die intensive und zeitnahe Terminkontrolle während der Planung und des Lieferantenexpeditings, auf der Baustelle und während der Qualifizierung sowie die zeitnahe Kostenverfolgung, angefangen von den Planungskosten über die Investitionskosten bis hin zur Rechnungsprüfung zum Gelingen des Projektes bei.
Mit ihrer offiziellen Einweihung am 23.05.2008 steht die neue Isolatorlinie ISO 2 pünktlich für die Grippeimpfstoff- Saison 2008/2009 der nördlichen Erdhalbkugel für die Abfüllung zur Verfügung.
Kontakt:
Stephan Backhaus
Linde-KCA-Dresden GmbH
Tel.: 0351/250-30
Fax: 0351/250-4800
lkca.biotech@linde-kca.com
Technopharm: Halle 1, Stand 25











