
Smart Powder and Bulk Material Transfer
A Modular Concept for Solids Feeding and Powder Handling
-
 Thomas Ramme, Volkmann Vakuum Technik
Thomas Ramme, Volkmann Vakuum Technik -
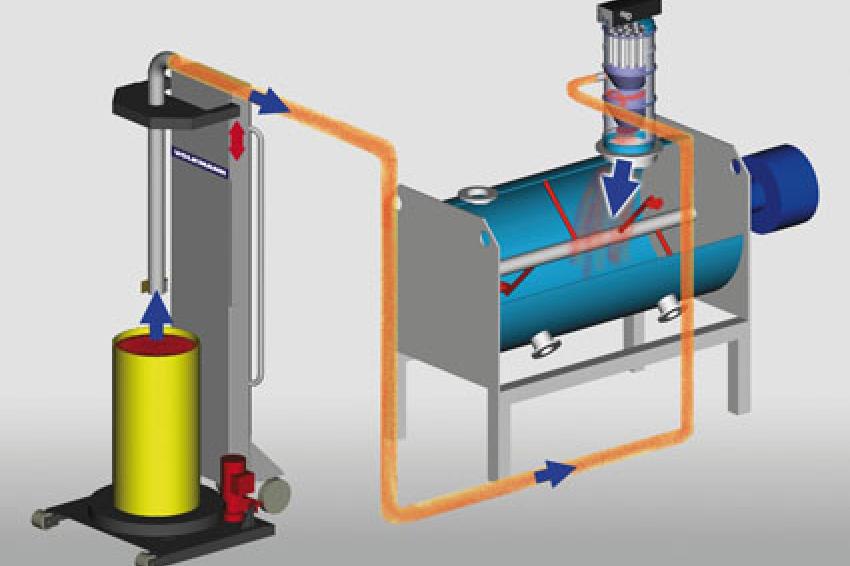 Fig. 1: Material flow in a Vacuum Conveying system: Emptying of drums (left) and loading of a mixer (right) with powders and bulk materials
Fig. 1: Material flow in a Vacuum Conveying system: Emptying of drums (left) and loading of a mixer (right) with powders and bulk materials -
 Fig. 2: Overview of stainless steel Vacuum Conveyors in different designs and sizes
Fig. 2: Overview of stainless steel Vacuum Conveyors in different designs and sizes -
 Fig. 3: Vacuum Conveyor (front, right) for the feeding of powders into a process vessel (underneath)
Fig. 3: Vacuum Conveyor (front, right) for the feeding of powders into a process vessel (underneath) -
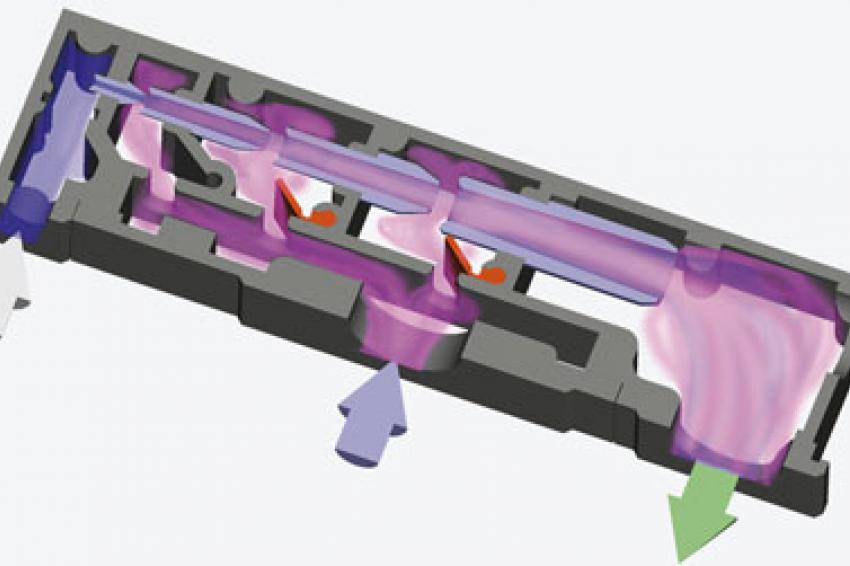 Fig. 4: View into a Multijector vacuum pump: Multiple stage nozzle arrangement
Fig. 4: View into a Multijector vacuum pump: Multiple stage nozzle arrangement
Various production steps in the process industries require safe and maintenance-free methods for transporting raw and auxiliary products as well as finished powders, granules and tablets. Owing to the diversity of the tasks involved, a flexible, easy-to-integrate conveying-system is required, which is equally well suited for loading mixers, discharging sacks or casks, filling big-bags or silos, and supplying product to filling or packaging machines. Bridging powders, explosive, superfine dusts, hygroscopic, toxic and cohesive compounds with poor flow properties must be transferred in the same way as larger particle sized bulk materials with complex geometries. Materials such as titanium dioxide, sodium azide, silicon dioxide and fine, activated carbon dusts are well known in industry for their difficult conveying characteristics. Therefore the emphasis lays on a dust free, easy-to-integrate and compact vacuum conveying system.
The material to be conveyed is drawn by the vacuum through a suction hose or pipe into the bulk material receiver. Often various processes require multiple powders or granulates to be conveyed with the same equipment. Hence, simple assembly which allows easy manual dismantling and cleaning to avoid cross contamination is important. Alternatively, the vacuum conveyor can be designed to allow washing in place or even cleaning in place. Manufacturers of paints and coatings use this technology for example, and are able to convey different dye powders (particle sizes 0.2 to 50 microns) or even toner, and major color changes from black to white without difficulties. A stainless-steel modular design ensures fast product changes and fulfills the stringent hygiene demands of the pharmaceutical and food industries. Moreover, a stainless-steel modular design permits individual vacuum conveyor configurations in accordance with specific conveying tasks. The stainless-steel arrangement also leads to robust (up to 90 mbar absolute vacuum is possible), lightweight and fully mobile versions. This compact design enables, in most cases, the bulk material receiver to be mounted directly above the plant vessel/equipment which has to be loaded.
If the bulk-material-receiver is combined with either stationary or mobile hoists, the application field increases. Thus it is not surprising that pneumatic powder-transfer-systems are increasingly replacing conventional mechanical conveying methods like screws, augers, bucket conveyors etc. The optimum configuration of the specific vacuum conveyor is often found by means of practical, one-to-one scale trials. Modular stainless steel systems are very easy to handle and integrate which allows trials to be performed either in the technical center of the manufacturer or directly at the process on site. The bulk material receiver is equipped with a choice of powder process valves and optional fluidization and discharging aids to allow even bridging and sticky powders to be fed into the process.
Vacuum Pumps
The driving force for the powder transfer is just pure vacuum. The right choice of functional principle of the pump as well as size is equally as important for a working conveyor as the optimum selection of the bulk material receiver configuration. Depending on the application, specific pumps are selected. The vacuum pump can be either electrical or air driven. Often the heart of the vacuum conveyor is a multiple-stage, Multijector pump. Important criteria such as maintenance-free operation, light-weight and small proportions are just as vital to users as easy adjustment and control. Generally speaking, compressed air is not recognized as a cheap source of energy; however, specially designed multiple-stage Venturi's, offer effective energy conversion, which ensures economic performance. Multiple-stage ejectors are five times more efficient than conventional single-stage ejectors and because of their cyclic, non-continuous operation often have running costs comparable with electrical pumps, which are forced to run continuously by design. The Multijector has no revolving parts and therefore needs no lubrication or maintenance, and there is absolutely no heat generation. On the contrary, with the expanding compressed air, a cooling effect is measurable.
A wide range of powders and bulk materials can be conveyed because the multiple jet-pumps create large volumes of suction air flow (e.g. for dilute phase conveying) and are also able to generate enormous vacuums of up to -910 mbar (e.g. for dense phase and plug flow conveying). The performance characteristic (air flow at vacuum level) is more comparable with an electric positive displacement pump rather than a conventional, limited single stage ejector.
If a Multijector vacuum pump is combined with the bulk material receiver as described above, the whole conveying system works pneumatically which allows operation in explosive-zones. These vacuum conveying systems are the only ones, which are fully ATEX certificated for all relevant powder and gas EX zones.
Multijectors build up and break the vacuum rapidly. This principle harmonizes with intermittent conveying, because the bulk-material-receiver is filled and discharged in cycles. The pump does not consume energy during the discharging cycle. Adjustment of the compressed air supply pressure ensures an application-specific control of the conveying operation. Even with generated air flows from 15-1200 m³N/h the noise level is always less than that of a comparable electrical pump due to the lack of moving mechanical parts. The wide range of available pump sizes, when applied to different bulk-material-receivers, enables an optimization of energy consumption in relation to conveying capacity.
For example, a small vacuum conveying system is able to convey 540 kg of sugar per hour into a mixer at a height of 4 m. The complete conveyer itself has a height of only 450 mm, a diameter of 180 mm and a total weight of only 6 kg. Where space is limited, the small size of these powder-transfer-systems plays an important role.
The volume of the separator-container and choice of vacuum pump determine the main application areas of vacuum conveyors. Assuming an average atmospheric pressure of approx. 1013 hPa a vacuum of -910 hPa could lift a closed water column approx. 9 m vertical. However, powders and bulk materials are always conveyed with a certain amount of feeding air thus achievable conveying heights are much bigger. Depending on the characteristics of the material to be conveyed more than 50 m vertical conveying height has already been achieved.
Actual throughputs are strongly dependent upon the properties of the powder and bulk materials. With different products a variance in throughput rate of up to 2000 kg/h is common even with the same kind of conveyor. The majority of conveying tasks for pneumatic vacuum conveyors are for capacities between 10-6000 kg/h whereas under extraordinary circumstances up to 16 t/h can be reached. Distances vary from just a few meters to up to 120 horizontal and up to 50 m vertical. At the beginning of the conveying line, product pick up is achieved either automatically through feeding hoppers (e.g. tote bins) or manually by an operator with suction wands.
Filter Systems
In all vacuum conveying systems the solids (or even liquids) are drawn into the bulk material receiver and collected before they are fed into the process. To ensure a dust-tight operation special filters are used within the receiver. Additionally, the physical principle of vacuum helps to avoid contamination. A leakage in a positive pressure conveying system will inevitably lead to dust emissions whereas with a vacuum system additional atmospheric air is drawn in.
Especially for harmful powders or potent pharmaceuticals, vacuum is the preferred choice in enclosed systems to realize a certain containment level. Special PPC vacuum conveyors are already used in production areas where an occupational exposure band (OEB) 4 with occupational exposure limits (OELs) from 1-10 µg/m³ is monitored.
After vacuum transport through the conveying line, fine filtration of the conveying air must be achieved. First the material's velocity is reduced considerably by the increased diameter of the receiver. The majority of the powder is thus collected just above the discharging valve. Additional collection of the fines takes place with tangential suction modules with internal cyclones. Residual fines are held in the receiver on the filter unit, just below the Multijector vacuum pump.
The filter systems should work largely maintenance-free, but at the same time be capable of filtering superfine dusts like toner-powder (particle sizes down to 0.2 µm), and in addition should fulfill hygiene regulations in the pharmaceutical and food industries.
Cleaning during operation is achieved using different procedures. Initially, the intermittent conveying permits effective filter cleaning by means of back-blowing air shocks. Gradual filter blocking is therefore avoided. In food and pharmaceutical applications for example, solid filters manufactured from polymers or stainless steel, are used. This ensures wear-resistant operation and permits wet cleaning with warm water or steam if product changes occur. Depending on the application, filter lifetimes of two years or more are not uncommon. If the standard filter cleaning device is not sufficient for exceptionally adherent materials, it is possible to vibrate the filter unit and the bulk-material-receiver. Again the choice of modular filter designs allows the best solution for the specific individual application.
Practical Optimizations
On the basis of the modules shown, complex transport and feeding devices are feasible. For example, multiple product feed destinations are supplied with various receivers having a single control and one central vacuum pump. All product sources (big-bags, sacks, silos) can be connected with all possible destinations (mixers, reactors, sieves) by means of pipes or hoses and respective diverter valves. Picking-up from multiple bulk containers with only one conveyor for say loading a mixer with a variety of ingredients is also possible.
The range and variety of vacuum conveying systems allows specific design solutions to meet practical requirements. Usually conveying trials are performed at the manufacturer's testing facilities or at site. The vacuum conveying trial-database held by the manufacturer helps to pre-select the right configuration.
Contact
Volkmann GmbH
Schloitweg 17
59494 Soest
Germany
+49 2921 9604 0
+49 2921 9604 900



