
Immobilized Bulk Enzymes
Catalysts for Chiral Intermediate and Chiral API Production
-
 Dr. Rob Schoevaart Managing Director at Chiralvision
Dr. Rob Schoevaart Managing Director at Chiralvision -
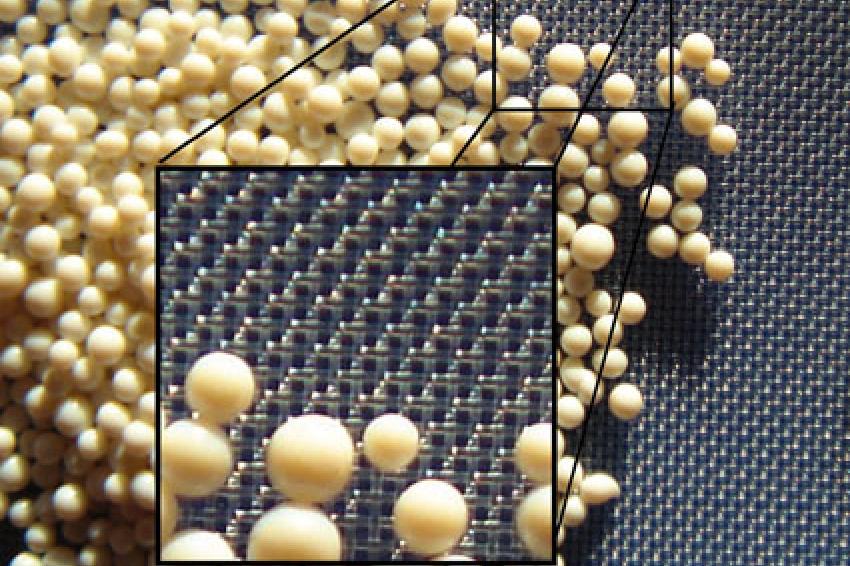 Chiralvision’s Immozyme: polymeric beads (150 – 300 μm in size) with covalently bound enzyme filters very easy on a 50 micrometer sieve
Chiralvision’s Immozyme: polymeric beads (150 – 300 μm in size) with covalently bound enzyme filters very easy on a 50 micrometer sieve
Bulk enzymes meet the ever-increasing production demands for enantiomerically pure compounds, because of their price, great selectivity and specificity in resolutions of racemic mixtures. Immobilization of these enzymes offers easier separation and reuse of enzymes thereby making production processes even more robust and cost-effective. As a result of this, industrial biocatalysis is steadily growing and the ongoing progress will ensure continued success in meeting new industrial challenges. Clearly immobilized bulk enzymes have become an indispensable tool for making chiral intermediates and chiral APIs.
The dominant production method to obtain a single enantiomer in industrial synthesis still consists of the resolution of racemates. The resolution of enantiomers can be divided into direct crystallization, crystallization of diastereomeric salts, chromatography and kinetic resolution (either by esterification/acylation or hydrolysis). For kinetic resolutions, lipases and proteases are commonly used. Many fine chemicals producers also employ esterases, acylases and amidases. The combination of these enzymes with clever substrate derivatization (yielding the same end product) and medium optimization (including solvent system, temperature, pH, buffer salts etc.) yields a choice of at least 10,000-100,000 distinctively different process conditions with varying yield and enantioselectivity. In contrast to high through-put screening of mutants for making special enzymes, now smart throughput screening is needed to be successful in designing a process using only commercially available bulk enzymes. Also the price contribution of the enzyme to the end products' kilogram price is much lower for bulk enzymes than for special enzymes. The designer enzyme simply can't compete with the scale of laundry enzymes that have been produced and optimized for decades (Fig. 1). For this reason bulk enzymes are also often applied to chiral intermediate production.
Chiral intermediates and fine chemicals are in high demand from the pharmaceutical and agrochemical industries for the preparation of bulk drug substances and agricultural products. For example chiral amines are produced on a 1000-ton scale using the immobilized bulk lipase CaLB. Immobilized penicillin G acylase has already been used for decades to produce 6-aminopenicillanic acid in an estimated scale of 20,000 tons annually.
Immobilized Bulk Enzymes
Many patents are filed claiming new applications for hydrolytic enzymes. Interestingly, in virtually all patents the use of an immobilized version of the selected enzyme is also claimed. Immobilization of enzymes offers easy separation and reuse, thereby making production processes more cost-effective. Additionally, process conditions can be chosen with increased flexibility. In a hydrolytic two-phase reaction, emulsion formation is prevented and in a water-free reaction immobilization normally increases enzyme activity by one or two orders compared to using pure enzyme powders. For the production of the first kilogram quantities an isolated enzyme is often used; for low upstream costs cells are also used for the final process. Isolated enzyme processes are simple to implement because they are more suited for short-time process development. The price to be paid for these benefits is higher upstream costs and enzyme reuse is often essential to keep these costs manageable. To this purpose enzymes can be bound to a carrier. The technical demands for this approach are typically: batch use, continuous use, aqueous/biphasic/organic media, fast filtration (with ~100 micrometer sieve) and 3 to 1000 cycles of use. All these demands translate into enzyme formulations that are either absorbed, covalent, dry or wet, come in various particle sizes and various carrier types.
Obviously it helps when the desired enzyme is readily commercially available in immobilized form (Fig. 2). Many of these were originally developed for food applications like immobilized glucose isomerase for the continuous production of fructose syrup. This has forced some chemical producers to immobilize enzymes themselves as proprietary products. Since a dozen immobilized enzymes are used as catalysts in diverse industrial processes and some are proprietary, only a handful are commercially available thus the choice is extremely limited. Over the past years this gap has been closed by dedicated companies that developed new product portfolio's, now also including all the commercially available bulk lipases and bulk proteases. This is making it easier for process development groups to obtain a readily available immobilized enzyme. Obviously the scale these products are produced at is still a lot smaller and the formulation is designed to be multi purpose in contrast to the many dedicated ones that were develop for just a single process.
Looking at the published literature (Fig. 3) one can see that a lot of effort has been put in carrier design. This trend seems to have reached its full maturity a few years ago. Application to enzyme immobilization is still not yet exhaustively developed but will probably reach its technical limits within the next ten years. Encapsulation applied to enzymes is a growing field of interest since it allows for even extremer process conditions and prolonged use because an ultimate manipulation of the enzymes' environment is possible. When enzyme manufacturers are able to close the gap between bulk enzymes and special enzymes - by making the latter less "special" - the future for chiral intermediate and chiral API production will see more application of asymmetric enzymatic reactions. Particularly in combination with immobilization, the position enzymes have today will be strengthened. Although it further challenges the application of bulk enzymes it will definitely make enzyme technology more widely applicable and more powerful in the competition with other chiral technologies.



